擠出機,片材機,流延機,吹膜機以及各種輔機。

普通會員



產(chǎn)品價格面議
產(chǎn)品品牌未填
最小起訂未填
供貨總量未填
發(fā)貨期限自買家付款之日起 天內(nèi)發(fā)貨
瀏覽次數(shù)216
企業(yè)旺鋪http://yry-bj.com/com/zhenghai88/
更新日期2023-05-08 18:14
品牌: |
未填 |
所在地: |
浙江 金華市 |
起訂: |
未填 |
供貨總量: |
未填 |
有效期至: |
長期有效 |
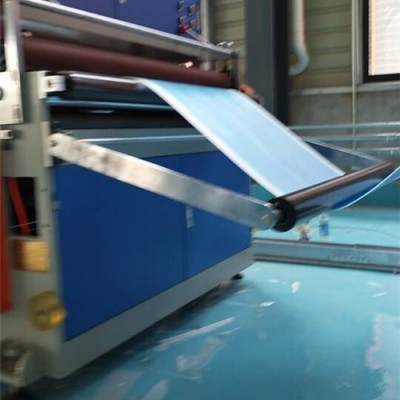
【塑料片材機】正海機械為大家介紹:
熔融段
A、螺桿排布
物料在此段要達到的目的是:使加工物料獲得物理變化和部分化學(xué)變化所需的能量,使組分間分布均勻和初步分散,做到組分均質(zhì)化、粘度接近。
一般要求物料承受較大的剪切和機筒傳熱,使之熔融。一般設(shè)置捏合塊,剪切元件或反螺紋,且注意相間排列配合。
B、溫度設(shè)定
①、玻纖系,溫度太低,樹脂半融,到后段玻纖包覆性差;溫度太高,樹脂流動提高,混煉與剪切作用變小,甚至出現(xiàn)高溫降解,其設(shè)定原則:
? 據(jù)基料不同和玻纖含量不同;
? 扣除螺桿剪切輸入的熱量,塑料片材機報價,略高于基料熔點范圍內(nèi);
? 熔融段后段(即玻纖加入口)熔體流動狀況。
②、填充系,(提供強剪切使填充物,充分分散),熔融段高出基料熔點10~20℃(盡量提高),使物料充分熔融均勻分布。
③、阻燃系,(保護好阻燃劑),其溫度要偏低,特別是白色材料,盡可能降低。
④、玻纖增強阻燃系,設(shè)定溫度介于前面兩者間,以物料基本熔點為依據(jù)。
⑤、合金系,以兩組熔融溫度為依據(jù),同時考慮組分比例及組分之熱敏性等,適當(dāng)調(diào)整溫度。
【塑料片材機】正海機械為大家介紹擠出機介紹方法:
按下列順序?qū)C頭裝好。
① 機頭應(yīng)裝配在一起,整體安裝在擠出機上。
② 裝配機頭前,應(yīng)擦去保存時涂上的油脂,塑料片材機,仔細檢查型腔表面是否有碰傷、劃痕、銹斑,進行必要的拋光,然后在流道表面涂上一層硅油。
③ 按順序?qū)C頭各塊板裝配在一起,螺栓的螺紋處涂以高溫油脂,然后擰上螺栓和法蘭盤。
④ 將多孔板安放在機頭法蘭之間,以保證壓緊多孔板而不溢料。
⑤ 在未擰緊機頭與擠出機聯(lián)接法蘭的緊固螺栓前應(yīng)調(diào)整口模水平位置,塑料片材機廠家,可用水平議調(diào)方形機頭水平,圓形機頭則以定型模型膠底面為基準(zhǔn)用機頭口模底面調(diào)平。
⑥ 上緊連接法蘭螺栓,擰緊機頭緊固螺栓,安裝加熱圈和熱電偶,注意加熱圈要與機頭外表面貼緊。
⑦ 安裝定型套并調(diào)整就位,檢查主機,定型套與牽引機的中心線是否對準(zhǔn)。調(diào)整后,緊固固定螺栓。連接定型套各水管和真空管。
⑧ 開啟加熱電源,對機頭、機簡均勻加熱升溫。同時打開加料斗底部和齒輪箱的冷卻水及排氣真空泵的進水閥門。加熱升溫時各段溫度先調(diào)到140℃,待溫度升到140℃時保溫30-40min,然后再將溫度升到正常生產(chǎn)時的溫度。待溫度升到正常生產(chǎn)所需溫度時,再保持10min左右,以使機器各部分溫度趨于穩(wěn)定,方能開車生產(chǎn)。保溫時間長短根據(jù)不同型號擠出機和塑料原料品種而有所不同。保溫一段時間,以使機器內(nèi)外溫度一致,以免儀表指示溫度已達到要求溫度,而實際溫度卻偏低,此時如果將物料投入擠出機,由于實際溫度過低,物料熔融粘度過大,會引起軸向力過載而損壞機器。
⑨ 將開車所用原料送入料斗,以備使用。
正海機械歡迎各位前來咨詢洽談!
【塑料片材機】【塑料片材機】【塑料片材機】【塑料片材機】【塑料片材機】
【塑料片材機】正海機械為大家介紹:
對于低剪切擠出機,由于給料段、壓縮段壓縮比較小,所提供的內(nèi)熱遠遠滿足不了玻璃態(tài)物料塑化要求,故給料段、壓縮段溫度設(shè)定應(yīng)高一些,因配方不同,大致在190~200℃左右,盡管在提高擠出速度情況下,顯示溫度依然偏低,但提高設(shè)定溫度的目的,是為了供料段、壓縮段電加熱圈,一直不間斷工作,只要顯示溫度在180~185區(qū)間,物料緊包裹于螺桿,處于微熔狀態(tài),不出現(xiàn)排氣孔冒料現(xiàn)象,可視為正常;熔融段、計量段設(shè)定溫度應(yīng)低一些,因配方不同,大致在165~175℃左右,盡管在提高擠出速度情況下,顯示溫度依然偏高,但降低設(shè)定溫度的目的,塑料片材機品牌,是為了熔融段、計量段電加熱圈適時停止加熱,并啟動螺桿油冷與螺筒風(fēng)冷對物料進行冷卻,只要顯示溫度在180~185℃區(qū)間,擠出型坯截面未出現(xiàn)氣孔、麻點等癥狀,可視為擠出速度正常。
反之即使給料段、壓縮段溫度設(shè)定的再高,加熱圈不間斷工作,排氣孔物料疏松,呈豆腐渣狀,未包裹住螺桿,從螺筒排氣孔出現(xiàn)冒料現(xiàn)象;熔融段、計量段設(shè)定溫度再低,電加熱圈已停止工作,螺桿油冷與螺筒風(fēng)冷一直對物料進行冷卻,擠出型坯已出現(xiàn)氣孔、麻點等癥狀,可視為擠出速度已到極限,應(yīng)及時降低擠出速度或加料與擠出速度。
塑料片材機品牌-塑料片材機-正海塑機現(xiàn)貨直發(fā)(查看)由金華市正海塑料機械有限公司提供。金華市正海塑料機械有限公司位于金華市金東區(qū)順田路孝順鎮(zhèn)西花園-東區(qū)東南側(cè)約210米。在市場經(jīng)濟的浪潮中拼博和發(fā)展,目前正海塑機在吹膜機中享有良好的聲譽。正海塑機取得全網(wǎng)商盟認(rèn)證,標(biāo)志著我們的服務(wù)和管理水平達到了一個新的高度。正海塑機全體員工愿與各界有識之士共同發(fā)展,共創(chuàng)美好未來。還沒找到您需要的吹膜機產(chǎn)品?立即發(fā)布您的求購意向,讓吹膜機公司主動與您聯(lián)系!
立即發(fā)布求購意向本網(wǎng)頁所展示的有關(guān)【塑料片材機品牌-塑料片材機-正海塑機現(xiàn)貨直發(fā)(查看)_吹膜機_金華市正海塑料機械有限公司】的信息/圖片/參數(shù)等由橡塑行業(yè)網(wǎng)的會員【金華市正海塑料機械有限公司】提供,由橡塑行業(yè)網(wǎng)會員【金華市正海塑料機械有限公司】自行對信息/圖片/參數(shù)等的真實性、準(zhǔn)確性和合法性負(fù)責(zé),本平臺(本網(wǎng)站)僅提供展示服務(wù),請謹(jǐn)慎交易,因交易而產(chǎn)生的法律關(guān)系及法律糾紛由您自行協(xié)商解決,本平臺(本網(wǎng)站)對此不承擔(dān)任何責(zé)任。您在本網(wǎng)頁可以瀏覽【塑料片材機品牌-塑料片材機-正海塑機現(xiàn)貨直發(fā)(查看)_吹膜機_金華市正海塑料機械有限公司】有關(guān)的信息/圖片/價格等及提供【塑料片材機品牌-塑料片材機-正海塑機現(xiàn)貨直發(fā)(查看)_吹膜機_金華市正海塑料機械有限公司】的商家公司簡介、聯(lián)系方式等信息。
在您的合法權(quán)益受到侵害時,歡迎您向郵箱發(fā)送郵件,或者進入《網(wǎng)站意見反饋》了解投訴處理流程,我們將竭誠為您服務(wù),感謝您對橡塑行業(yè)網(wǎng)的關(guān)注與支持!

![]() 13861291831
13861291831















")

貨直發(fā)-PP高速吸塑片材機廠家")
貨直發(fā)-pp片材擠出機公司")



貨直發(fā)(查看)")

")

塑料吹膜機 塑料機械 造粒機 切粒機 甩干機")

