| 工藝類型 : | 注射成型模 | 模具分型面數(shù)目 : | 一個(gè) |
| 型腔數(shù)目 : | 單型腔模具 | 模具安裝方式 : | 移動(dòng)式模具 |
| 主要加工設(shè)備 : | 注塑機(jī) | 加工設(shè)備數(shù)量 : | 20 |
| 加工能力 : | 強(qiáng) | 質(zhì)量體系 : | iso9001 |
| 排列方式 : | 立式 | 模具材質(zhì) : | 聚丙烯 |
| 加工定制 : | 是 |
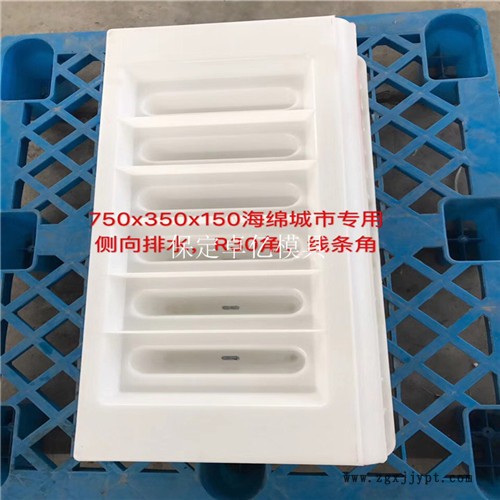
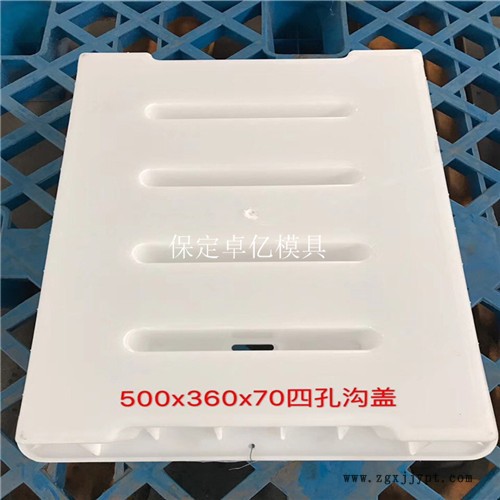
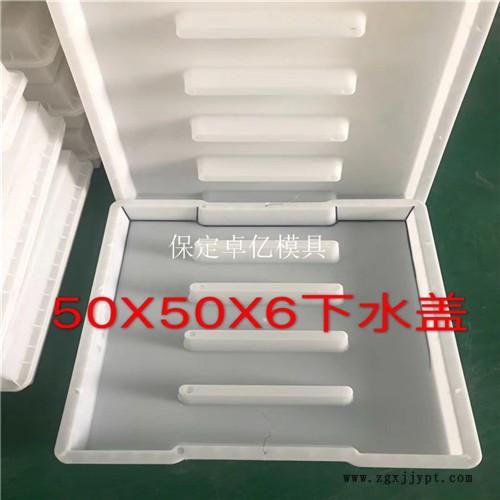
溝蓋板塑料模具 橋梁蓋板模具 邊溝蓋板模具 卓?jī)|模具 溝蓋板塑料模具的生成和制作是有一定的方式的,該模具的生成原理一般是有鋼模具焊接和塑料模具的注塑生產(chǎn)兩種方式的,但是注塑生產(chǎn)的方式還是占大多數(shù)的,一般都是選用適當(dāng)?shù)乃芰项w粒在注塑機(jī)中的進(jìn)行加熱處理,然后在通過(guò)固定管道注入胎具中進(jìn)行擠壓,成型后使用冷水對(duì)其進(jìn)行冷卻處理,這樣一個(gè)完整的溝蓋板塑料模具就制作出來(lái)了,他的制作流程不像鋼模具一樣有太多人工操作的步驟,基本都是在機(jī)械中完成的。另外溝蓋板塑料模具在對(duì)預(yù)制件進(jìn)行制作時(shí)先確定好模具的使用數(shù)量,然后需需要提前準(zhǔn)備出震動(dòng)平臺(tái),以及大量的混凝土,將混凝土灌入模具中溝使用震動(dòng)平臺(tái)震動(dòng)二、三十秒的時(shí)間,然后放到通風(fēng)、陰涼處進(jìn)行晾置,塑料模具在脫模前要確保混凝土是完全凝固的狀態(tài)才可以,一般晾置的時(shí)間是24小時(shí),但是溫度較低的環(huán)境下的凝固時(shí)間是二到三天不等,直到的成型后才能進(jìn)行脫模,這樣成品的外觀、質(zhì)量才不會(huì)因?yàn)槊撃5沫h(huán)節(jié)而受到影響,所以生產(chǎn)時(shí)對(duì)細(xì)節(jié)的把控是十分重要的。