




| 廠家(產(chǎn)地) | 美國杜邦 |
|---|---|
| 牌號 | 101F BKB009 |
| 加工級別 | 注塑級 |
| 特性級別 | 增強級 |
| 銷售方式 | 品牌經(jīng)銷 |
| 類型 | 標準料 |
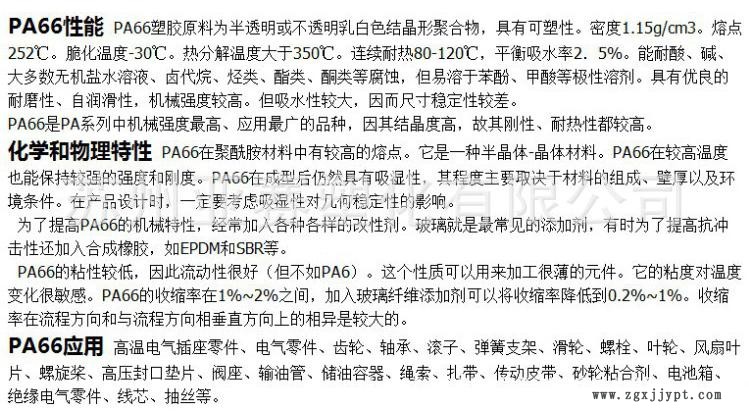
產(chǎn)品介紹PA66/聚酰胺66/尼龍66/美國杜邦
杜邦™ Zytel® 101F BK009 | PA66 101F BK009 | |
產(chǎn)品說明 | 增強尼龍66 |
增強材料 | 增強材料 |
添加劑 | 脫模 |
形式 | 顆粒狀 |
加工方法 | 注塑成型 |
部件標識代碼 (ISO 11469) | >PA66< |
樹脂ID (ISO 1043) | PA66 101F BK009 |

產(chǎn)品全景實拍圖
成型注意事項
干燥處理 | 如果加工前材料是密封的,那么**沒有必要干燥,。然而,,如果儲存容器被打開,那么建議在85℃的熱空氣中干燥處理,。如果濕度大于0.2%,,還需要進行105℃,12小時的真空干燥,。 |
熔化溫度 | 260~290℃,。對玻璃添加劑的產(chǎn)品為275~280℃。熔化溫度應避免高于300℃,。 模具溫度:建議80℃,。模具溫度將影響結(jié)晶度,而結(jié)晶度將影響產(chǎn)品的物理特性,。對于薄壁塑件,,如果使用低于40℃的模具溫度,則塑件的結(jié)晶度將隨著時間而變化,,為了保持塑件的幾何穩(wěn)定性,,需要進行退火處理,。 |
注射壓力 | 通常在750~1250bar,取決于材料和產(chǎn)品設計,。 |
注射速度 | 高速(對于增強型材料應稍低一些),。 流道和澆口:由于PA66的凝固時間很短,因此澆口的位置非常重要,。澆口孔徑不要小于0.5t(這里t為塑件厚度),。如果使用熱流道,澆口尺寸應比使用常規(guī)流道小一些,,因為熱流道能夠幫助阻止材料過早凝固,。如果用潛入式澆口,澆口的**小直徑應當是0.75mm,。 |
廣泛應用于機械,、儀器儀表,、汽車部件,、電子電氣、鐵路,、家電,、通訊、紡機,、體育休閑用品,、油管、油箱及一些精密工程制品,。
電子電器:連接器,、卷線軸、計時器,、護蓋斷路器,、開關(guān)殼座
汽車: 散熱風扇、門把,、油箱蓋,、進氣隔柵、水箱護蓋,、燈座
工業(yè)零件:椅座,、自行車輸框、溜冰鞋底座,、紡織梭,、踏板、滑輸
庫存圖片PA66包裝與儲運條件
聚丙烯涂膜編織袋包裝,,凈重25kg/袋,??捎闷嚒⒒疖?、輪船等運輸,。貯運過程應防火、防水,、防曬,、防塵、防污染等,。貯存應放于干燥,、通風良好的倉庫中,防止陽光直接照射,,不應露天存放,,產(chǎn)品應分批隔距堆放。不應與化學品及易燃物同時貯存或裝運,。
公司介紹企業(yè)證書
售后說明

