







| 產(chǎn)地 | 江蘇 |
|---|---|
| 生產(chǎn)速度 | 10 |
| 種類 | 板材擠出機 |
| 品牌 | 金韋爾 |
| 型號 | GWS |
| 螺桿數(shù) | 單螺桿 |
| 擠出能力 | 500 |
| 可生產(chǎn)板材類型 | PP板 |
| 可生產(chǎn)板材層數(shù) | 單層板 |
| 板材寬度 | 2000 |
| 板材厚度 | 10-30 |
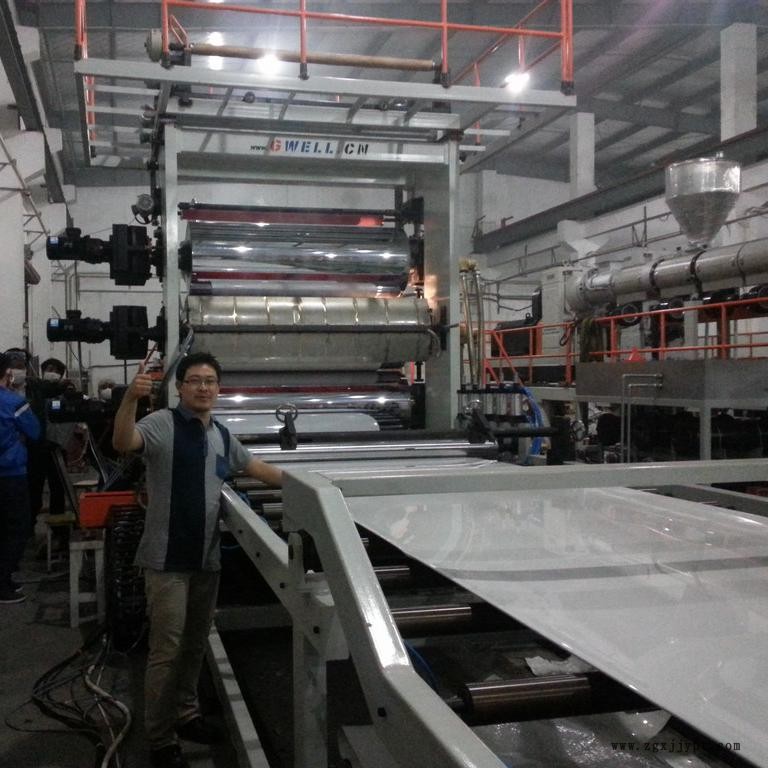
PP板材擠出生產(chǎn)線產(chǎn)品介紹
PP輸送帶板材生產(chǎn)線生產(chǎn)工藝流程:PE,、PP板材以樹脂為主要原料加上各種塑料助劑,,經(jīng)擠出機擠出而成的,,PE,、PP板材一般為白色,,可依用戶要求生產(chǎn)其它顏色,添加色母料即可。其工藝流程為:配方---混料---擠出----定型----牽引----切割----卸料,。1,、將混好的料置入上料機2、進入擠出機中熱融3,、進入成型聚乙烯板的模具機中成形4,、以裁切機裁切為成品。


PP,、PE塑料板材生產(chǎn)線操作流程:
1,,機器試車要有熟練操作者和專業(yè)技術(shù)人員配合進行。
2,,投料試車前應(yīng)先空運轉(zhuǎn)低速試車,,察看視聽螺桿轉(zhuǎn)向是否正確(站在螺桿頭部為順時針),螺桿運轉(zhuǎn)有無異常聲音,,運轉(zhuǎn)是否良好,,減速箱是否運轉(zhuǎn)平穩(wěn),空運轉(zhuǎn)時間應(yīng)1-3分鐘點,,嚴禁時間過長以免刮傷機筒與螺桿,。
3,空運轉(zhuǎn)正常后,,啟動主電機使螺桿低速運轉(zhuǎn),,采用人工喂料方式,待螺桿頭部出料后,,察看物料塑化程度,。同時逐漸加大,,增加喂料量觀察電機電流值。如電流值突然增大,,應(yīng)立即停車檢查原因,。
4,試車完畢,,應(yīng)立即清除機頭中的以及機頭內(nèi)的殘余物料,,清理工具應(yīng)用軟金屬,如紫銅或木料,。
5,,物料經(jīng)模具擠出后,經(jīng)過水槽人工牽引至牽引機進入牽引機后,,人工牽引結(jié)速,。
| 機型 | 單螺桿GWS120 | 單螺桿GWS150 | 單螺桿GWS180 |
| 適用原料 | PP | PP | PP |
| 制品厚度 | 3-50mm | 3-50mm | 3-50mm |
| 制品寬幅 | 1200mm | 1800mm | 2000mm |
| 產(chǎn)量 | 300-400kg/h | 450-550kg/h | 500-700kg/h |


