




| 產(chǎn)地 | 江蘇 |
|---|---|
| 螺桿直徑 | 120 |
| 生產(chǎn)能力 | 200 |
| 售后服務 | 一年保修 |
| 外形尺寸 | 18000 |
| 種類 | 片材擠出機 |
| 品牌 | 金韋爾 |
| 型號 | GWS |
| 螺桿數(shù) | 單螺桿 |
| 可生產(chǎn)管材類型 | PP,、PE |
| 擠出直徑 | 2000 |
CPP膜的用途與發(fā)展
CPP薄膜是塑膠工業(yè)中通過流延擠塑工藝生產(chǎn)的聚丙烯(PP)薄膜,。該類薄膜與BOPP(雙向聚丙烯)薄膜不同,,屬非取向薄膜。CPP薄膜具有透明性好,、光澤度高,、挺度好,、阻濕性好、耐熱性能優(yōu)良,、易于熱封合等特點。CPP薄膜經(jīng)過印刷,、制袋,,大量適用于服裝、針織品和花卉包裝袋,,文件和相冊薄膜,,食品包裝及適用于阻隔包裝和裝飾的金屬化薄膜。此外,,在食品外包裝,、糖果外包裝(扭結(jié)膜)、藥品包裝(輸液袋),、不干膠帶,、名片夾、圓環(huán)文件夾等方面需求日增,。
CPP薄膜耐熱性優(yōu)良,。由于PP軟化點大約為140℃,該類薄膜應用于熱灌裝,、蒸煮袋,、無菌包裝等領(lǐng)域。加上耐酸,、耐堿,、耐油脂性能優(yōu)良,使之成為面包產(chǎn)品包裝或?qū)訅翰牧系阮I(lǐng)域的材料,。其與食品接觸安全,,演示性能優(yōu)良,不會影響內(nèi)裝食品的風味,,并可選擇不同品級的樹脂以獲得所需的特性,。


現(xiàn)階段我國CPP 生產(chǎn)設(shè)備情況
我國從80年代中期開始引進國外的流延膜生產(chǎn)裝置,大多是單層結(jié)構(gòu),,屬初級階段,。進入90年代后,我國從德國,、日本,、意大利、奧地利等國引進了多層共聚流延膜生產(chǎn)線,,是我國流延膜工業(yè)的主力軍,,其生產(chǎn)能力為500t/a,,生產(chǎn)能力達6500t/a。引進的主要設(shè)備廠家為德國Reifenhauser,、Barmag,、Battenfeld 公司,奧地利Lenzing 公司,,日本三菱重工公司,、日本制鋼所、日本摩登機械設(shè)備公司,、意大利Colines,、Dolci 公司等。
進入21世紀,,我國的流延膜設(shè)備生產(chǎn)企業(yè),,在二十幾年來的不斷學習與積累基礎(chǔ)上,已經(jīng)有了長足的發(fā)展,,國產(chǎn)流延膜設(shè)備的各項技術(shù)指標均基本達到國際先進水平,。例如:蘇州金韋爾機械有限公司推出寬幅達5000mm 的三層大型流延薄膜生產(chǎn)線等,現(xiàn)已批量生產(chǎn),。


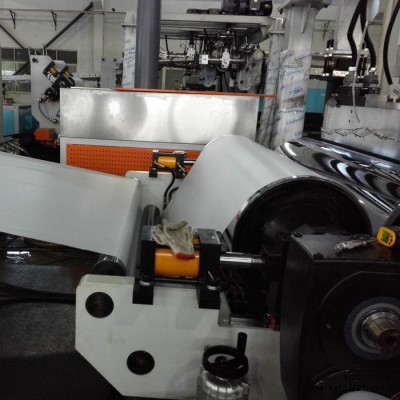
流延聚丙烯薄膜生產(chǎn)工藝流程:
現(xiàn)在配置比較先進的CPP薄膜生產(chǎn)線配料不再需要攪拌混合,,而是各種原料通過真空泵自動吸料,螺桿擠出計量混合,,節(jié)約了人工成本,;通過稱重計量進料,控制擠出機轉(zhuǎn) 數(shù),,使擠出量穩(wěn)定,;根據(jù)不同原料及擠出機的特性合理設(shè)定各段的加工溫度,通常在190~250度,;分流器(FEEDBLOCK)是生產(chǎn)多層CPP薄膜的關(guān) 鍵,,當然三菱重工用多歧管模頭**不要分流器,但這樣的模頭復雜不易拆洗,;在流延輥上配有氣刀或軟風箱使膜更好貼輥,,模頭上裝有真空箱使膜流到流延輥時形成 一定的真空度,貼輥好膜的冷卻效果**好,,透明度高,;厚度20~80μm的CPP膜一般使用?射線或X射線測厚儀,配合自動調(diào)整模頭可以有效控制膜的厚薄均 勻度,;電暈處理使CPP膜具有可印刷性,、可鍍鋁、可復合等性能,,通常使用一站式處理一面即可(亦有雙面處理的),,對于單面處理的CPP膜特別要注意控制不 要引起背面處理,;在收卷前因流延產(chǎn)生頸縮(Neck-in),切邊是必要的,,且邊料應在線回收,,可以直接與新料混合回收也可以用擠出機強迫喂進芯層混合回 收;控制好收卷張力,,通常用間隙收卷使CPP膜卷有一定空氣,,時效時收縮定型;后分切檢驗包裝成品,。


