




| 種類 | PE吹膜機 |
|---|---|
| 適用原料 | PE,HDPE,LDPE,lldpe |
| 產(chǎn)品別名 | 擠出機 |
| 產(chǎn)品用途 | 生產(chǎn)薄膜 |
| 最大吹膜寬度 | 1200(mm) |
| 吹膜厚度 | 0.002(mm) |
| 螺桿直徑 | 65(mm) |
| 螺桿長徑比 | 28:1 |
| 螺桿轉(zhuǎn)速 | 10-120(rpm) |
| 電動機功率 | 22(kw) |
| 生產(chǎn)能力 | 70(kg/h) |
| 機頭膜口直徑 | 120(mm) |
| 重量 | 38000(kg) |
| 售后服務(wù) | 保修一年 |
| 品牌 | 云豐 |
| 型號 | YF-FE65 |
一,、吹膜機詳細配置 | ||||||||||||||||||
Main Technical Parameters 主要技術(shù)參數(shù) | ||||||||||||||||||
Model | 型號 | YF-FE50 | YF-FE55 | YF-FE60 | YF-FE65 | |||||||||||||
Suitable Material | 適用材料 | HDPE LDPE LLDPE | ||||||||||||||||
Max Film Width(mm) | 最大吹膜寬度 | 600 | 800 | 1000 | 1200 | |||||||||||||
Film Thickness(mm) | 薄膜厚度 | HD:0.008-0.08 | ||||||||||||||||
Max Extrusion Output HD | 最大擠出量 | 35kg/hr | 45kg/hr | 55kg/hr | 70kg/hr | |||||||||||||
Extrusion unit 擠出機組 | ||||||||||||||||||
Gear Box | 齒輪箱 | 133 | 146 | 173 | 173/180 | |||||||||||||
Screw Diameter(mm) | 螺桿直徑 | φ45/50 | φ55 | φ60 | φ65 | |||||||||||||
Screw L/D Ratio | 螺桿長徑比 | 28:1 | 28:1 | 28:1 | 28:1 | |||||||||||||
Screw’s Material | 螺桿材料 | 38 CRMOALA | ||||||||||||||||
Barrel’s Material | 料筒材料 | 38 CRMOALA | ||||||||||||||||
Barrel’s Cooling Fan | 料筒冷卻 | 120W×2 | 180W×2 | 180W×2 | 250W×3 | |||||||||||||
Thermo Control (zone) | 料筒溫度控制 | 3 | 3 | 3 | 4 | |||||||||||||
Driving Motor (kw) | 主電機功率 | 11 | 15 | 18.5 | 22 | |||||||||||||
Extrusion Die 模頭 | ||||||||||||||||||
Die Size (mm) | ???/p> | HD:φ60/80 | HD:φ80/100 | HD:φ100/120 | HD:φ120/φ150 | |||||||||||||
Screen Changer | 換網(wǎng)器 | Standard manual | ||||||||||||||||
Thermo Control (zone) | 溫度控制 | 2 | 2 | 2 | 2 | |||||||||||||
Air Ring (mm) | 風環(huán) | φ620 | φ620/780 | Φ780 | φ780 | |||||||||||||
Cooling Blower (kw) | 冷卻風機 | 1.1 | 1.5 | 2.2 | 3 | |||||||||||||
Center Steady Stick | 中心穩(wěn)定棒 | 1 PCS | ||||||||||||||||
Take-UP Unit 牽引部分 | ||||||||||||||||||
Roller Width (mm) | 牽引輥寬 | φ150×700 | φ150×900 | φ150×1100 | φ150×1300 | |||||||||||||
Embossing Roller Width | 壓花輥寬 | 600mm | 800mm | 1000mm | 1200mm | |||||||||||||
Take-UP Motor (kw) | 牽引電機功率 | 0.75 | 1.1 | 1.1 | 1.5 | |||||||||||||
Take-UP Speed(M/min) | 牽引速度 | 10-60 | 10-60 | 10-60 | 10-60 | |||||||||||||
Winding Unit 收卷部分 | ||||||||||||||||||
Type OF Winder | 收卷方式 | Surface Friction Single Winder手動表面摩擦式單收卷 | ||||||||||||||||
Roller Width (mm) | 收卷輪寬 | 700 | 900 | 1100 | 1300 | |||||||||||||
Winding Motor (N.M) | 卷取功率 | 6 | 10 | 10 | 16 | |||||||||||||
Winding Speed(M/min) | 卷取速度 | 10-60 | 10-60 | 10-60 | 10-60 | |||||||||||||
Voltage | 電源 | 380V, 50HZ, 3PHASE | ||||||||||||||||
Cover Dimensions (m) | 占地尺寸L×W×H | 4.5×2.0×3.8 | 4.5×2.2×4.2 | 5×2.5×4.5 | 5.5×2.8×4.8 | |||||||||||||
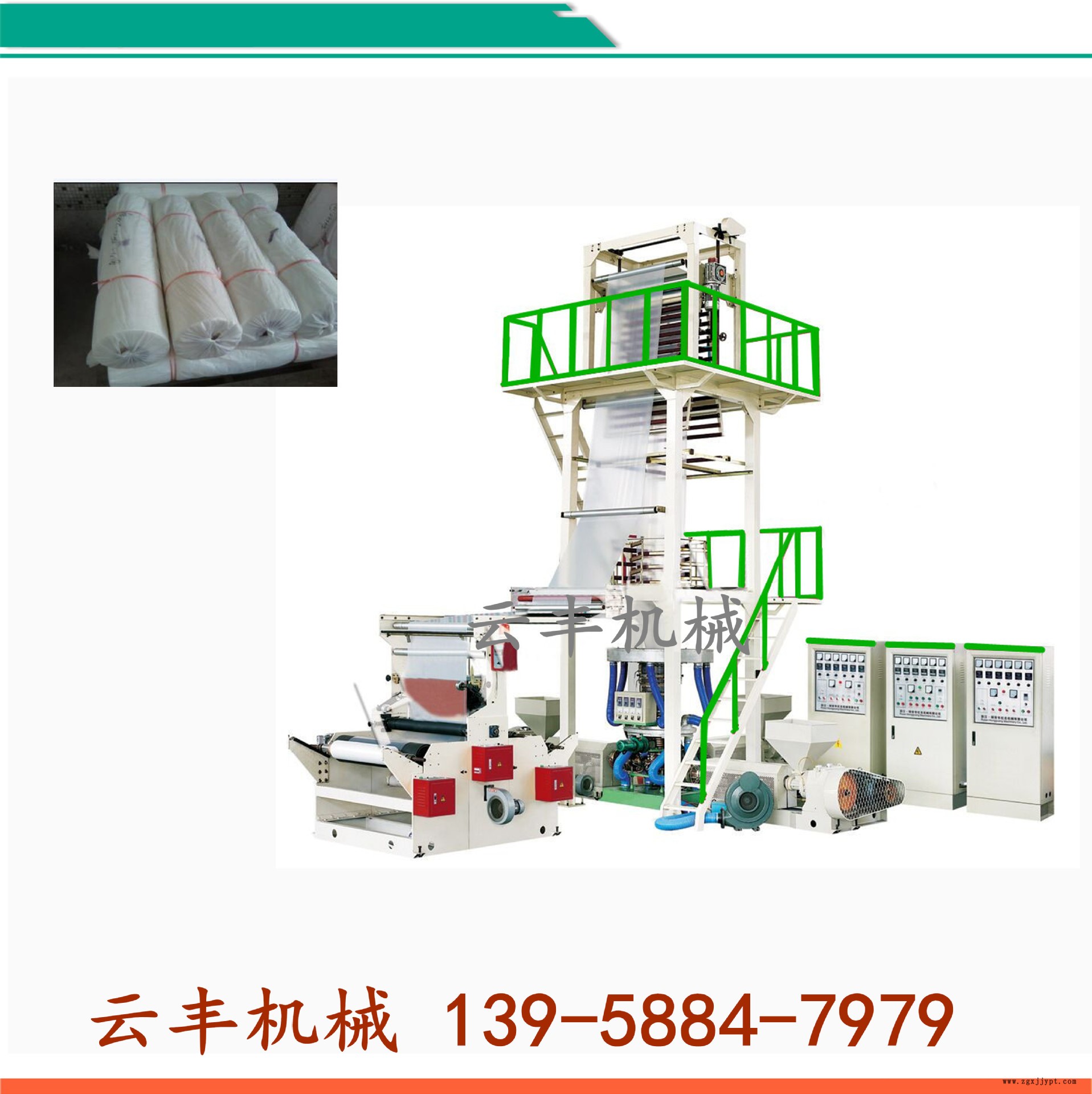
二、吹膜機詳細資料
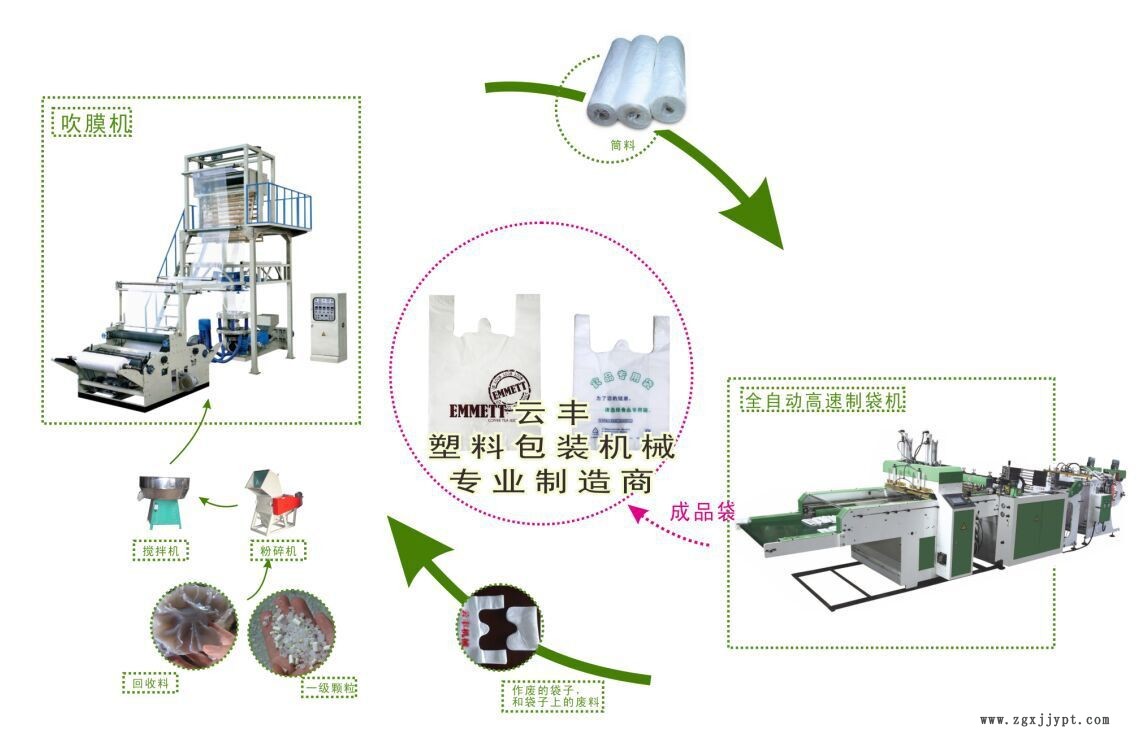
1,、、流程原理:
將干燥的聚乙烯粒子加入下料斗中,,靠粒子本身的重量從料斗進入螺桿,,當粒料與螺紋斜棱接觸后,旋轉(zhuǎn)的斜棱面對塑料產(chǎn)生與斜棱面相垂直的推力,,將塑料粒子向前推移,,推移過程中,由于塑料與螺桿,、塑料與機筒之間的摩擦以及粒子間的碰撞磨擦,,同時還由于料筒外部加熱而逐步溶化。熔融的塑料經(jīng)機頭過濾去雜質(zhì)從模頭??诔鰜?,經(jīng)風環(huán)冷卻、吹脹經(jīng)人字板,,牽引輥,,卷取將成品薄膜卷成筒。
2,、,、主要結(jié)構(gòu):
主要由擠出機、機頭,、模頭,、冷卻裝置、穩(wěn)泡架,、人字板,、牽引輥、卷取裝置等組成.
3,、,、擠出機:
擠出機主要由螺桿、機筒加料斗,,減速及驅(qū)動電機組成,,驅(qū)動電機采用電磁調(diào)速電機 (也可用變頻普通電機),通過皮帶傳動帶動減速器使螺桿在機筒中作旋轉(zhuǎn)運動;使其料斗塑料顆粒在外部加熱的情況下熔融的塑料經(jīng)三通過濾從模頭??跀D來
4,、模頭:
本機組選用先進的螺旋模頭結(jié)構(gòu),根據(jù)高壓,、低壓,、混合料,、再生料聚乙烯材料的特殊性,綜合考慮,,設(shè)計了螺旋角,、退坡角、定型角長度,、??陂_度等主要技術(shù)參數(shù),經(jīng)多次對比試驗進行選優(yōu)定型,,
5,、冷卻裝置:
由冷卻風環(huán)、風管,,鼓風機等組成
6,、牽引:
由牽引架、人字板,、牽引輥,、卷取機構(gòu)及牽引電機等主要部件組成
7、用途:
(1),、雖然是回收的塑料袋但一般都是制袋過程中的廢品袋和通常意義上的垃圾塑料還是有很大的區(qū)別的,。
(2)、吹膜機生產(chǎn)的是膜適用于各種高檔薄膜包裝,。這種膜由于其阻隔性好,,保鮮,防濕,,防霜凍,,隔氧,耐油,,可廣泛用于輕重包裝,。如各種鮮果,、肉食品,、醬菜、鮮牛奶,、液體飲料,、醫(yī)藥用品等
8、性能:
檢查牽引速度,,控制薄膜厚度,。 觀察調(diào)整薄膜厚度的均勻,折徑符合標準,。 檢查空氣貯氣缸壓力,,不能過高,,但應(yīng)有備用壓力。 檢查控制原料配比并混合均勻,。 檢查原料有無雜質(zhì),,特別應(yīng)及時用磁鐵檢查鐵器混入。檢查減速箱位和空壓機氣缸潤滑油潤滑情況,。7. 定期檢查各運轉(zhuǎn)電機溫升和機械傳動情況,。9、吹膜機保養(yǎng)-針對性維護項目
上料機系統(tǒng):及時清理過濾器,,檢查負壓上料系統(tǒng)有無漏氣,。
(1)擠出機系統(tǒng):
a、觀察壓力儀表及主電機電流,,及時清理換網(wǎng)器
b,、檢查齒輪箱、螺桿,、主電機有無雜音及過熱情況
c,、檢查變頻器運行頻率、電流,、溫升,,按時清理電機、變頻器灰塵,。
d,、校正熱電偶測量與實際溫度誤差。
e,、校正擠出機放置狀況,,調(diào)整槽輪保證擠出機放置角度及水平。
(2),、模頭系統(tǒng):
a,、開機加溫采取二次加溫法,避免溫度過沖,。
b,、開停機前使用純銅刮刀清潔積料、石蠟清洗膜口,、減少析出物對膜泡的影響,。
c、停機后及時覆蓋保護氈,,避免模具損傷,。(上吹機采用此法)
d、定時檢查各溫區(qū)以及膜口加熱插件溫度、電流,,校正溫差,。
e、校正模頭水平以及中心點與牽引匹配,。
f,、模具螺絲拆卸使用力矩扳手,按規(guī)定的力矩操作,,高溫部分螺絲使用二硫化鉬潤滑脂,。
g、禁止對模具進行焊接,、切削,。
(3)風環(huán)維護:及時清理風環(huán)內(nèi)雜物及積塵
(4)牽引裝置維護:人字形折疊無污染,夾緊牽引(冷卻)輥壓力適宜,,無冷凝水,,展平輥運轉(zhuǎn)靈活。
(5)電暈處理器維護:
a,、定期清潔高壓變壓器,、放電輥、放電架,、電控箱,、調(diào)整放電間隙;
b、開機前檢查設(shè)備濕度,,避免放電架短路,,檢查放電輥軸承運轉(zhuǎn)溫度情況,
c,、及時更換硅膠管,。
(6)電器維護
a、保障供電電源的穩(wěn)定,、可靠,,性能參數(shù)合符要求,
b,、保持適宜的溫度,、濕度,保持良好的接地,,注意消除靜電危險,。
c,、定期清除散熱器灰塵,。
d、禁止帶點維修核心部件。
10,、性能:
1,、螺桿采用最先進的合金噴涂技術(shù),經(jīng)精密加工,,硬度更高,,耐腐蝕性能更佳,壽命長,,是氮化處理螺桿壽命2~3倍;
2,、螺桿長徑比大,塑化能力強,,溫度分布均勻,,自動溫控,吹制的薄膜光亮均勻制品使用性能好;
3,、整機結(jié)構(gòu)緊湊,,運轉(zhuǎn)平穩(wěn),單臂架構(gòu),,經(jīng)濟實用,,牽引裝置一體化并可自調(diào)升降;
4、采用先進的變頻技術(shù),,高效節(jié)能;
5,、卷曲形式多樣,可任意選擇;
6,、可按用戶需要配置旋轉(zhuǎn)機頭,。
11、使用方法:
檢查溫度自控完好,,加熱電器完好,,注意及時調(diào)節(jié)各點加熱溫度在指標范圍之內(nèi)。檢查牽引速度,,控制薄膜厚度,。觀察調(diào)整薄膜厚度的均勻,折徑符合標準,。檢查空氣貯氣缸壓力,,不能過高,但應(yīng)有備用壓力,。檢查控制原料配比并混合均勻,。檢查原料有無雜質(zhì),特別應(yīng)及時用磁鐵檢查鐵器混入,。檢查減速箱位和空壓機氣缸潤滑油潤滑情況,。定期檢查各運轉(zhuǎn)電機溫升和機械傳動情況。
12、注意事項:
1,、操作機器時操作者不可以站立于正前方,,以免出現(xiàn)意外傷及操作人員。進料時嚴防原料中帶有金屬雜質(zhì)和操作小工具等損壞機器的硬物掉入機筒,。操作旋轉(zhuǎn)機器時禁止帶手套,,以防卷入受傷。
2,、檢查和加好減速箱,、空壓機內(nèi)的潤滑油,檢查各機械傳動部件的潤滑情況,。避免干涸操作損傷機器并發(fā)出噪音,。
3、開機操作時必須先檢查各路電源接線是否有斷開,、漏電;檢查儀器是否損壞不正常,。開機前先確保各個部件安全正常,以免影響生產(chǎn)和造成事故,。
4,、成膜條件范圍內(nèi),提高成型溫度,,冷卻風溫度以及吹脹比;那么薄膜濁度增大,,光澤度降低;反之提高。
5,、??诔隽暇鶆蛞恢聲r,即可戴好手套緩慢提拉管坯,,同時將管坯端頭封閉,,微開進氣調(diào)節(jié)閥,使之從芯棒中心孔放入少量壓縮空氣,,然后小心地引過穩(wěn)泡架,、人字板,并穿入牽引輥,、導輥直至卷取(如要壓花要經(jīng)過壓花輥)
6,、吹脹管坯的壓縮空氣壓力要適當,既不能使管坯破裂,,又要保證膜管的對稱穩(wěn)定,,相對地保證了質(zhì)量的生產(chǎn)。
7,、清理擠出機和??跁r可以使用銅刀,、棒或者壓縮空氣清理,但切忌損傷螺桿和螺桿光潔表面,。
8,、女同志工作,,如果長發(fā)必須把頭發(fā)扎起來,,戴上工作帽。防止卷入出現(xiàn)危險
三,、吹膜機細節(jié)圖片

高速全自動制袋機:



