




華仕達大講堂:保溫管設備減速箱的速比與產量的關系
在教師節(jié)即將到來的今天,青島華仕達機器股份有限公司技術知識大講堂正式開課啦,!華仕達是一片技術知識的沃土,華仕達也是傳道受業(yè)解惑理念的傳承者,。今后華仕達大講堂將不定期介紹有關技術知識,,也歡迎業(yè)內同行批評指正,提出意見建議,,希望與業(yè)內同行一起教學相長,、砥礪砌磋,攜手前行,。

今天要講授的是“保溫管設備減速箱的速比與產量的關系”,,內容如下:
在保溫管設備中,同一個機型的主機,,其產量差別是很大的,。例如華仕達的90型擠出機,每小時產量有200KG/H,500KG/H,1000KG/H,。產量的差別,,和配置的減速箱的速比有直接的關系;減速箱的速比選擇與擠出機的長徑比有密切的關系,。
近20年來,,擠出機速比的選配大約經歷了3個階段:
第一個階段是減速箱的速比25:1或20:1,螺桿每分鐘轉速58轉或72轉,,螺桿的長徑比選配20:1或25:1,,以90型擠出機為例,產量一般為150KG/H,。
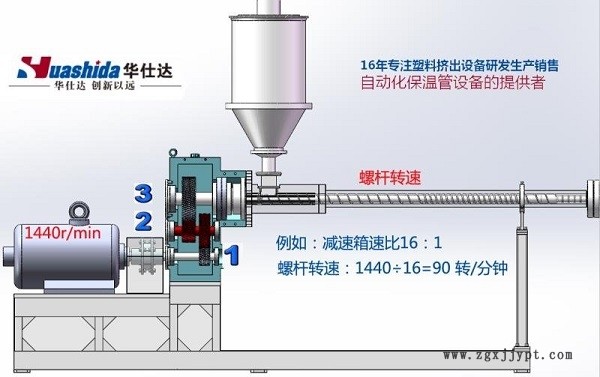
第二階段是減速箱的速比18:1或16:1,,螺桿每分鐘轉速80轉或90轉,螺桿的長徑比選配30:1或33:1,,以90型擠出機為例,,產量是500KG/H。
第三階段是減速箱的速比12:1或9:1,螺桿每分鐘轉速120轉或150轉,,螺桿的長徑比選配36:1或38:1,,同樣以90型擠出機為例,產量就能達到1000KG/H,。
由此可見,,擠出機螺桿的長徑比越大,減速箱的速比越小,,螺桿每分鐘轉速越快,,產量就越高,同時磨損也更快,。用戶在選擇擠出機時,,一定要根據實際需要及使用的物料做合理正確的選配。

