






| 開票 | 費(fèi)用另加 |
|---|---|
| 加工方式 | 來樣加工或來圖加工 |
| 加工能力 | 100 |
| 適用范圍 | 高速設(shè)施 |
| 質(zhì)量體系 | ISO9002 |
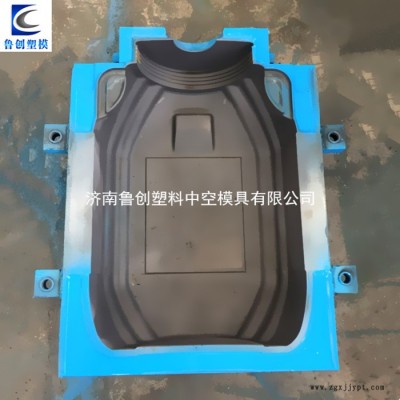
| 工藝類型 | 吹塑成型模 |
| 主要加工設(shè)備 | 數(shù)控加工中心銑床 |
| 加工設(shè)備數(shù)量 | 6 |
| 模具材質(zhì) | 模具鋼 |
| 模具分型面數(shù)目 | 一個(gè) |
| 模具安裝方式 | 移動(dòng)式模具 |
| 型腔數(shù)目 | 單型腔模具 |
| 排列方式 | 立臥復(fù)合式 |
| 品牌 | 精工模具 |
| 加工定制 | 是 |



模具的保護(hù)
1.防銹:防止注塑機(jī)模具有漏水/冷凝水/雨淋/手印等而造成的生銹現(xiàn)象。
2.防撞:防止模具因頂針有斷裂,、未回退到位而造成的模具撞壞的現(xiàn)象,。
3.除刺:防止模具因布抹/料沖/手抹/水口鉗碰/刀碰而造成的模具毛刺。
4.缺件:防止模具因缺少拉桿/墊圈等零件而造成模具使用過程中的損壞。
5.防壓:防止模具因仍殘留有產(chǎn)品而鎖模而造成的模具壓傷。
6.欠壓:防止模具因低壓保護(hù)壓力過大造成的傷害。
其中因頂針有斷裂,、頂針未回退到位、模具殘留有產(chǎn)品、缺少輔件造成的模具損壞的比例較高,,且因發(fā)生較為頻繁,,因此85%以上的模具損傷都是因此原因造成的,而模具的維修費(fèi)用一般較高,,因此怎么樣避免此類情況的發(fā)生直接關(guān)系到注塑行業(yè)的利益,。
為了防止模具損壞造成的生產(chǎn)延誤,以及高昂的維修費(fèi)用,,同時(shí)也為了更好的節(jié)省人工資源,,視覺龍科技經(jīng)過不斷的研究與改進(jìn),采用機(jī)器視覺技術(shù)開發(fā)出了一款產(chǎn)品,,稱為“模具保護(hù)器”,。
模具維修注意事項(xiàng):
1.拆卸模具時(shí),避免碰傷和淋水,,移動(dòng)要平穩(wěn),。
2.噴熱模,再噴少量脫模劑
3.要對(duì)模具進(jìn)行全面檢查并且進(jìn)行防銹處理:小心抹干型腔,,型芯,,頂出機(jī)構(gòu)和行位等部位的水分與雜物,并噴灑模具防銹劑和涂抹黃油,。
模具的保養(yǎng)
模具在連續(xù)工作過程中,,因運(yùn)動(dòng)過程中容易造成零部件的磨損,潤滑劑變質(zhì),,漏水,,塑膠料的壓傷等問題,需要進(jìn)行模具保養(yǎng),。
1.定期除銹(外觀,,PL面,,模腔,,型芯等)
2.定期重新加潤滑劑(頂出機(jī)構(gòu),行位等)
3.定期更換易磨損件(拉桿,,螺栓等)
4.其他需要注意的地方
模具的下模保養(yǎng)需由專業(yè)維修人員將模具拆下后,,對(duì)模具的模腔,頂針等進(jìn)行專業(yè)的測(cè)試保護(hù)

