





| 材質(zhì) | S136 |
|---|---|
| 形狀 | 客戶要求 |
| 分類 | 液態(tài)硅膠注塑模具加工 |
| 型號 | KA-M08 |
液態(tài)硅橡膠成型的模具設(shè)計及成型工藝:熱固性液態(tài)硅橡膠(LSR)注射模具的結(jié)構(gòu),總的來說跟熱塑性膠料所用的模具結(jié)構(gòu)相似,,但也有不少顯著差別,。另外,LSR膠料在模具內(nèi)不會像熱塑性膠料那樣收縮,,它們往往遇熱膨脹,,遇冷輕微收縮。因而,,其制品并不總是如所期望的那樣留在模具的凸面上,,而是滯留在表面積較大的模腔內(nèi)。雖然LSR不會在模具內(nèi)收縮,,但它們在脫模和冷卻后,,常常會收縮2.5%-3%.至于究竟收縮多少,在一定程度上取決于該膠料的配方,。不過,,從模具角度考慮,,收縮率可能受到幾種因素的影響,,其中包括模具的溫度、膠料脫模時的溫度,,以及模腔內(nèi)的壓力和膠料隨后的壓縮情況,。
1、收縮率雖然LSR并不會在模內(nèi)收縮,,但他們在脫模和冷卻后,,常常會收縮2.5%-3%.至于究竟收縮多少,在一定程度上取決于該膠料的配方,。不過,,從模具角度考慮,,收縮率可能受到幾種因素的影響,其中包括模具的溫度,、膠料脫模時的溫度,,以及模腔內(nèi)的壓力和膠料隨后的壓縮情況。2,、分型線確定分型線的位置是設(shè)計硅橡膠注壓模具的前幾個步驟之一,。排氣主要是通過位于分型線上的槽溝必經(jīng)處在注壓膠料**到達的區(qū)域內(nèi)。這樣有助于避免內(nèi)部產(chǎn)生氣泡和降低膠接處的強度損失,。3,、排氣隨著LSR的注入,滯留在模腔內(nèi)的空氣在模具閉合時被壓縮,,然后隨著充模過程而通過通氣槽溝被排出,。空氣如果不能完全排出**會滯留在膠料內(nèi)(這樣往往會造成制品部分露出白邊),。通氣槽溝一般寬度為1mm~3mm,,深度為0.004~0.005mm。在模具內(nèi)抽真空可創(chuàng)造**的排氣效果,。這是通過分型線上設(shè)計一個整圈,,并用真空泵迅速將所有的模腔抽成真空來實現(xiàn)的。一旦真空達到額定的程度,,模具即完全閉合,,開始注射。 4,、注射點模壓LSR時采用冷流道系統(tǒng),,可**限度地發(fā)揮這種橡膠料的優(yōu)點,并可將生產(chǎn)效率提升至**限度,。以這么一種方式來加工制品**不必去掉注膠道,,從而避免增加作業(yè)的勞動強度,有時還可避免材料的大量浪費,。在許多情況下,,無注膠道結(jié)構(gòu)還可縮短操作時間。對于用常規(guī)的注澆道(如潛入式澆道和錐型澆道)注射的制品,,適宜采用小直徑注膠口加料(加料口直徑通常為0.2~0.5mm)來澆注,。低粘度的LSR膠料如同熱塑性膠料一樣,平衡流道系統(tǒng)顯得十分重要,,只有這樣,,所有的模膠才會被膠料均勻地注滿。利用設(shè)計流道系統(tǒng)的模擬軟件,可以大大簡化模具的研制過程,,并通過充模試驗證明期有效性,。
4,、注射點模壓LSR時采用冷流道系統(tǒng),,可**限度地發(fā)揮這種橡膠料的優(yōu)點,并可將生產(chǎn)效率提升至**限度,。以這么一種方式來加工制品**不必去掉注膠道,,從而避免增加作業(yè)的勞動強度,有時還可避免材料的大量浪費,。在許多情況下,,無注膠道結(jié)構(gòu)還可縮短操作時間。對于用常規(guī)的注澆道(如潛入式澆道和錐型澆道)注射的制品,,適宜采用小直徑注膠口加料(加料口直徑通常為0.2~0.5mm)來澆注,。低粘度的LSR膠料如同熱塑性膠料一樣,平衡流道系統(tǒng)顯得十分重要,,只有這樣,,所有的模膠才會被膠料均勻地注滿。利用設(shè)計流道系統(tǒng)的模擬軟件,可以大大簡化模具的研制過程,,并通過充模試驗證明期有效性,。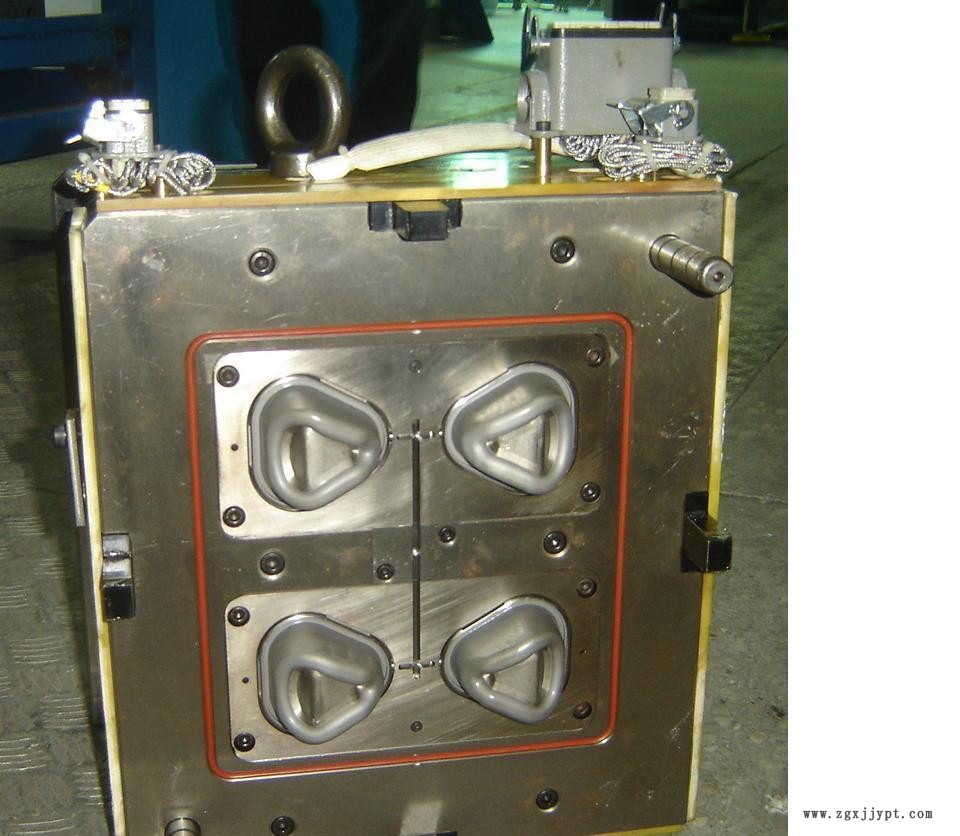
5、脫模通過硫化的液體硅橡膠容易粘附在金屬的表面,,制品的柔韌性會使其脫模困難,。而LSR擁有的高溫撕裂強度能使之在一般條件下脫模,即使較大的制品也不會被損傷,。6,、模具材料模具托板常用非合金工具鋼(no.1.1730,DIN code C45W)制成,對于需承受170~210℃高溫的模具托板,,考慮到抗沖擊性,,應當用預回火鋼(no.1.2312,DIN code 40 CrMn-M oS8 6)制造。對于設(shè)置模腔的模具托板,,應采用經(jīng)氮化或回火熱處理的乙具鋼制造,,以確保其耐高溫性能。對填充量高的LSR,,如而油級LSR,,推薦采用硬度更高的材料來制造模具,例如光亮的鍍鉻鋼或為此用途專門研制的粉末金屬(no.1.2379,DIN code X 155 CrVMo121),。設(shè)計高磨損材料模具時,,應該將那些承受高摩擦的部件設(shè)計成可更換的形成,這樣**不用更換整個模具了,。模腔內(nèi)表面對制品的光潔度影響甚大**的是定型制品將同模腔表面完全吻合,,透明制品用模具應采用拋光的鋼材制造。經(jīng)過表面處理的鉻/鎳鋼耐磨性極高,,而聚四氟乙烯(PTFE)/鎳則能使脫模更加容易,。7、溫度控制一般來說,,LSR的模壓以采用電加熱方式為宜,,通常是采用帶形電熱器、筒形加熱器或加熱板加熱,。關(guān)鍵的是要使整個模具的溫度場均勻分布,,以促進LSR均勻固化。在大型模具上,,經(jīng)濟有效的加熱法當推油溫控制加熱,。用絕緣板包履模具有利于減少熱損失。熱模任何部位的不適宜都可能使之在各操作工序之間遭受大的溫度波動,,或造成氣泡,。如果表面溫度降得過低,,膠料固化速度**會減慢,,這往往會使制品無法脫模,,引起質(zhì)量問題。加熱器和分型線之間應保持一定的距離,,以防止模板彎翹變形,,在成品上形成溢膠毛邊。

 本司根據(jù)客戶多樣化的要求生產(chǎn)多種多樣的橡膠產(chǎn)品,。從**的設(shè)計討論,、制作模具以及供應產(chǎn)品和售后服務(wù)為止的一系列工作,由具備專業(yè)知識和經(jīng)驗豐富的營業(yè)人員負責與客戶溝通,。精密橡膠成型品,產(chǎn)品結(jié)構(gòu)的討論需要開發(fā)一種橡膠產(chǎn)品,,根據(jù)客戶提供的圖紙,首先開展的工作是向客戶了解客戶的要求(品質(zhì),、成本,、交貨期等)和產(chǎn)品使用的條件(使用對象、溫度,、壓力等),。通過跟客戶的交涉,客戶的要求能滿足到什么程度,,產(chǎn)品的體現(xiàn)和使用狀態(tài)等方面負責營業(yè)的人能否掌握,,在此可以看到我們公司人員的實力。提供報價書掌握產(chǎn)品的基本結(jié)構(gòu)后可以提供報價書,。報價階段不僅滿足客戶的要求,,同時體現(xiàn)比其他競爭者優(yōu)越的特點(如品質(zhì)、成本,、材料特性,、制造方法、模具費用等方面),。我們也會提出符合客戶要求的建議,。產(chǎn)品的試驗測試試驗測試階段是產(chǎn)品正式投入之前的非常重要的階段。開發(fā)出來的產(chǎn)品能否達到客戶的要求,,能否滿足使用條件,,這些通過試驗予以得到確認,。正式投入生產(chǎn)之前,在試驗階段把疑問點或修改問題盡量解決,。同時,,材料的特性、模具結(jié)構(gòu)是否適合投入批量生產(chǎn)等問題,,試驗測試階段必須在多方面驗證試驗品,。投入生產(chǎn)?交貨正式投入生產(chǎn)的產(chǎn)品的管理重點是怎樣能持續(xù)提供品質(zhì)穩(wěn)定的產(chǎn)品。負責營業(yè)人員的主要職責是不僅定期確認產(chǎn)品的檢查情況,,產(chǎn)品的抽查,、生產(chǎn)工序的監(jiān)察也要負責。模具的損耗,、材料的管理等等,,只要產(chǎn)品流通,負責營業(yè)的必須跟蹤到底,。如果發(fā)生問題,,由具備豐富經(jīng)驗的人員解決,并且必須會與客戶溝通解決,。
本司根據(jù)客戶多樣化的要求生產(chǎn)多種多樣的橡膠產(chǎn)品,。從**的設(shè)計討論,、制作模具以及供應產(chǎn)品和售后服務(wù)為止的一系列工作,由具備專業(yè)知識和經(jīng)驗豐富的營業(yè)人員負責與客戶溝通,。精密橡膠成型品,產(chǎn)品結(jié)構(gòu)的討論需要開發(fā)一種橡膠產(chǎn)品,,根據(jù)客戶提供的圖紙,首先開展的工作是向客戶了解客戶的要求(品質(zhì),、成本,、交貨期等)和產(chǎn)品使用的條件(使用對象、溫度,、壓力等),。通過跟客戶的交涉,客戶的要求能滿足到什么程度,,產(chǎn)品的體現(xiàn)和使用狀態(tài)等方面負責營業(yè)的人能否掌握,,在此可以看到我們公司人員的實力。提供報價書掌握產(chǎn)品的基本結(jié)構(gòu)后可以提供報價書,。報價階段不僅滿足客戶的要求,,同時體現(xiàn)比其他競爭者優(yōu)越的特點(如品質(zhì)、成本,、材料特性,、制造方法、模具費用等方面),。我們也會提出符合客戶要求的建議,。產(chǎn)品的試驗測試試驗測試階段是產(chǎn)品正式投入之前的非常重要的階段。開發(fā)出來的產(chǎn)品能否達到客戶的要求,,能否滿足使用條件,,這些通過試驗予以得到確認,。正式投入生產(chǎn)之前,在試驗階段把疑問點或修改問題盡量解決,。同時,,材料的特性、模具結(jié)構(gòu)是否適合投入批量生產(chǎn)等問題,,試驗測試階段必須在多方面驗證試驗品,。投入生產(chǎn)?交貨正式投入生產(chǎn)的產(chǎn)品的管理重點是怎樣能持續(xù)提供品質(zhì)穩(wěn)定的產(chǎn)品。負責營業(yè)人員的主要職責是不僅定期確認產(chǎn)品的檢查情況,,產(chǎn)品的抽查,、生產(chǎn)工序的監(jiān)察也要負責。模具的損耗,、材料的管理等等,,只要產(chǎn)品流通,負責營業(yè)的必須跟蹤到底,。如果發(fā)生問題,,由具備豐富經(jīng)驗的人員解決,并且必須會與客戶溝通解決,。本公司舒適的潔凈生產(chǎn)車間,,先進的機器設(shè)備**的技術(shù)生產(chǎn)團隊,為客戶打造全新高品質(zhì)產(chǎn)品,。歡迎咨詢:13760230518 彭經(jīng)理
QQ:47970222

