

| 材質(zhì) | 鑄鐵 |
|---|---|
| 產(chǎn)地 | 山東 |
| 適用對象 | 機(jī)械設(shè)備 |
| 新舊程度 | 全新 |
| 種類 | 機(jī)械配件 |
| 品牌 | 鑫隆 |
| 型號 | XL-900 |
| 加工定制 | 否 |
| 打樣周期 | 1-3天 |
| 加工周期 | 1-3天 |
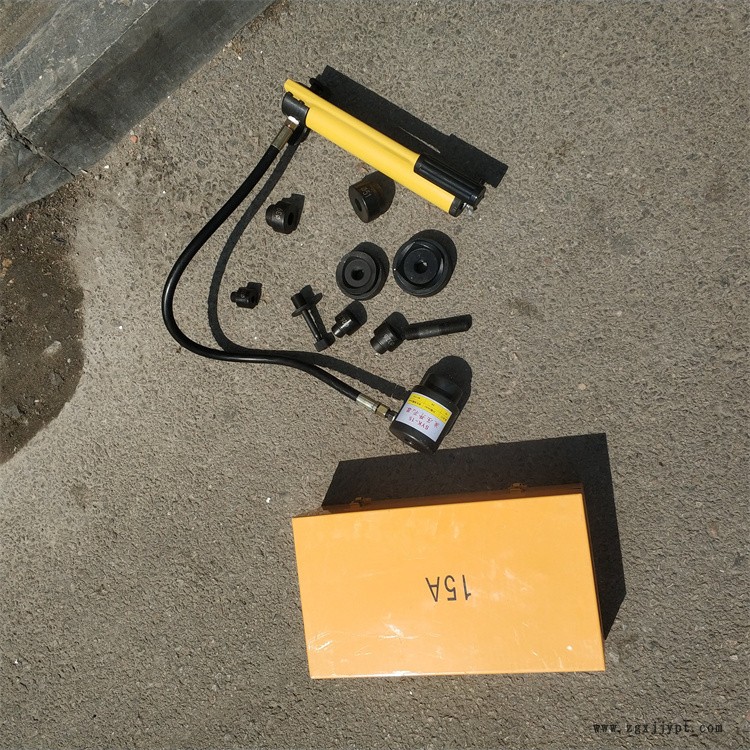
操作規(guī)程 1、待開孔工件在開孔前,,先用手電鉆打一個11. 5mm或20.5mm的引導(dǎo)孔,。 2、將活塞拉桿,,旋進(jìn)活塞缸的螺孔中,,然后將墊圈套進(jìn)活塞拉桿再套進(jìn)凹模。再將活塞拉桿伸進(jìn)工件的引導(dǎo)孔,, 后擰進(jìn)凸模,,使凸模的刀口和加工面緊密結(jié)合,凸模,,工件,,凹模三者可靠的固定。 3,、按順時針方向關(guān)住回油閥,然后反復(fù)按撳加力手柄,,使活塞泵開始工作,,油壓上升,凹凸模之間剪切力增加,,模具在工件上剪孔,,直到剪通為止。 4,、按逆時針方向松開回油閥,,使油壓全部卸載。經(jīng)過上述4步操作程序了開孔操作,。 5,、擰下凸模,,清除凹模中廢板,揩干凈模具,。