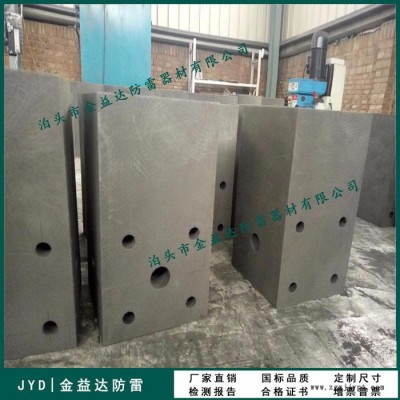
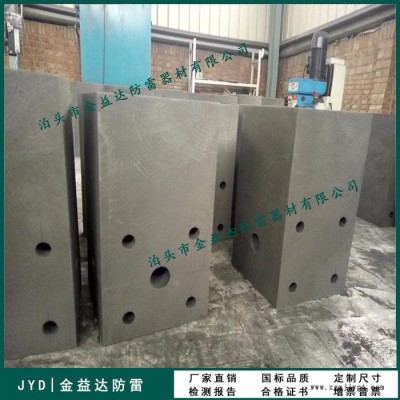
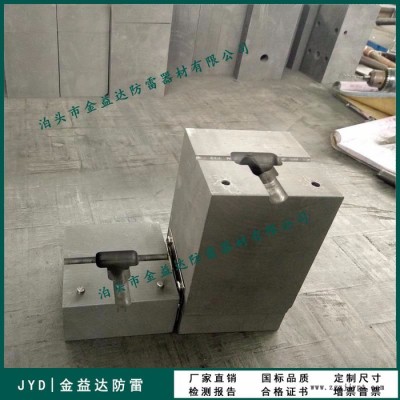


| 材質(zhì) | 石墨 |
|---|---|
| 固定碳 | 0.999 |
| 規(guī)格 | 30*4 |
| 顏色 | 黑色 |
| 品牌 | 金益達(dá) |
| 型號(hào) | T/一/十接 |
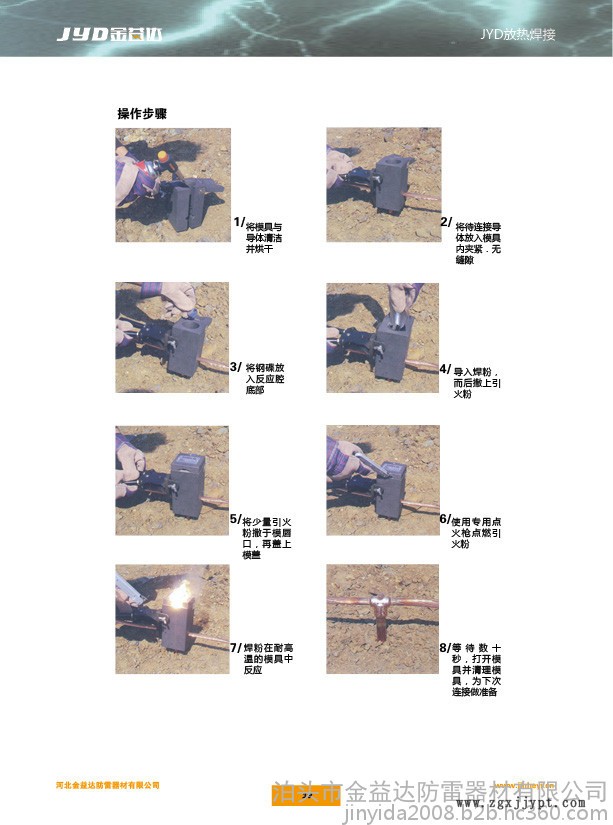
使用說(shuō)明
1、把導(dǎo)體和熔模清除干凈(如果潮濕還必須烘干),將導(dǎo)體置于模具下并作下接觸試驗(yàn)。
2、將要焊接的兩種導(dǎo)體放入熔模,對(duì)應(yīng)好位置。
3、夾緊熔模,放下金屬隔離片,封住流通口,不讓反應(yīng)前的熔焊劑流入型腔。
4、把放熱焊劑倒入熔爐種,在模具口處撒一些初始引火粉,蓋好模具頂蓋。
5、用點(diǎn)**點(diǎn)燃引火粉,熔焊劑在模具中作出安全的放熱反應(yīng)。
6、熱熔反應(yīng)完成后,10-20秒,即可開(kāi)啟模具,用工具將導(dǎo)體取出,并去除熔渣。
注意事項(xiàng)
1 施工操作前,必須保證被焊接件無(wú)污物,熔模熔腔和型腔內(nèi)無(wú)上次焊接時(shí)留下的焊渣塊或焊渣粉末。
2 施工操作前,必須使用噴火炬(或瓦斯噴燈)烘干被焊接件和熔模,使其盡可能的不含水分。
3 施工操作中,點(diǎn)火之前,必須保證蓋上熔模蓋,且熔模閉合處無(wú)開(kāi)縫。
4 施工操作中,點(diǎn)火之前,必須保證被焊接件焊接點(diǎn)位于型腔中心。
5 施工操作時(shí),現(xiàn)場(chǎng) 1.50米 范圍之內(nèi),不得有無(wú)關(guān)人員停留。
6 施工操作時(shí),現(xiàn)場(chǎng) 1—— 2米 范圍之內(nèi),不得有易燃物品擺放。
7 操作人員必須戴上有一定隔熱效果的工作手套。
8 操作人員不得面對(duì)于熔模開(kāi)口處操作施工。
9 點(diǎn)火時(shí),一旦引燃粉被引燃,操作人員必須立即離開(kāi)熔模至少 1.50米 。
10 當(dāng)放熱焊劑反應(yīng)結(jié)束后,任何人不得直接接觸熔模和被焊接件。
11 當(dāng)放熱焊劑反應(yīng)結(jié)束后,須待熔模和被焊接件自然冷卻 10——20秒,使用老虎鉗(或相似工具)從熔模中取出。
12 對(duì)被焊接件進(jìn)行絕緣處理,必須待導(dǎo)線(xiàn)完全冷卻之后方可進(jìn)行。