

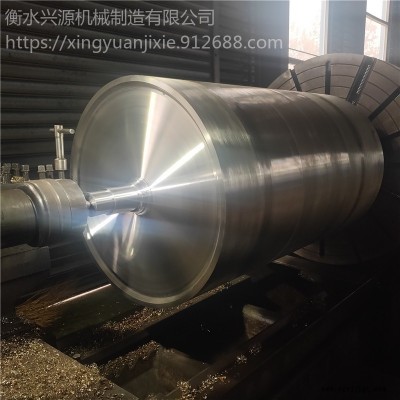
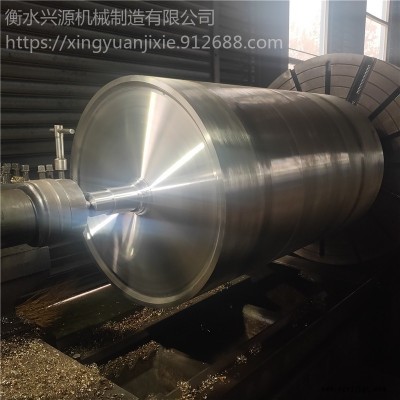


| 車削類型 : | 立式車 | 直徑 : | 1500 |
| 長度 : | 5800 | 公差 : | 0.01 |
| 加工材料 : | 碳鋼 | 表面粗糙度 : | 0.01 |
| 打樣周期 : | 1-3天 | 加工周期 : | 4-7天 |
| 年剩余加工能力 : | 5000 | 年 加工能力 : | 999000 |
| 銑削類型 : | 臥式銑 | 鏜削類型 : | 臥式鏜 |
| 刨削類型 : | 龍門刨 |
硬鉻又稱耐磨鉻,硬鉻鍍層不僅要有一定的光澤,而且要求底層的硬度高、耐磨性好并與基體結(jié)合牢固。
鍍層厚度應(yīng)根據(jù)使用場合不同而異。在機(jī)械載荷較輕和一般性防護(hù)時(shí),厚度為10~20μm;在滑動(dòng)載荷且壓力不太大時(shí),厚度為20~25μm;在機(jī)械應(yīng)力較大和抗強(qiáng)腐蝕作用時(shí),厚度高達(dá)150~300μm;修復(fù)零件尺寸厚度可達(dá)800~1000μm。
耐磨鍍鉻一般采用鉻酐濃度較低的鍍液,有的工廠也采用標(biāo)準(zhǔn)鍍鉻液。工藝條件上宜采用較低溫度和較高的陰極電流密度,應(yīng)視零件的使用條件和對鉻層的要求而定。生產(chǎn)上一般采用溫度為50~60℃(常用55℃)和25~75A/dm2(多數(shù)為50A/dm2)的陰極電流密度。工藝條件一經(jīng)確定,在整個(gè)電沉積過程中,盡可能保持工藝條件的恒定,特別是溫度,變化不要超過±1℃。





