









| 按成型工藝分 | 熱作模具和冷作模具 |
|---|---|
| 按成型材料分 | 金屬模具和非金屬模具 |
| 按生產產量分 | 樣件模(簡易模)和量產模 |
| 按模具性質分 | 軟模與硬模 |
| 按模具結構分 | 前模和后模 |
| 品牌 | 福興達 |
| 質量體系 | ISO9001 |
壓鑄的原理:
1,、壓鑄:高溫融熔金屬液,,在高速 高壓狀態(tài)下以一 定的條件快速充填型腔,并在一定壓力作
用下快速冷卻過程,。
2,、壓鑄模是壓鑄生產中重要的工藝裝備,它對生產能否順利進行,鑄件質量的優(yōu)劣起著極為重要作用,,它與壓鑄生產工藝,、生產操作存在著又互相影響互為制約, 關系極密切系。
其重要作用是:
1) 決定著鑄件形狀和尺寸公差級.
2) 澆注系統(tǒng)決定了熔融金屬的填充狀況.
3) 控制和調節(jié)壓鑄過程熱平衡.
4) 模具的強度限制了壓射比壓的大限度.
5) 影響著壓鑄生產的生產效率.
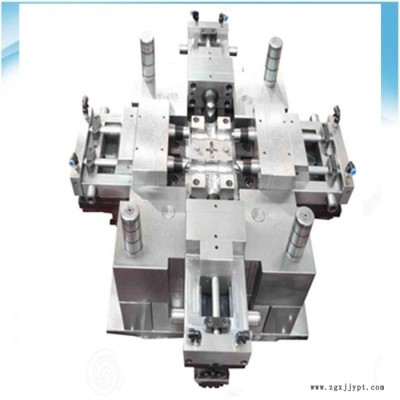
3,、 壓鑄模主要是由定模和動模兩個部分組成
1)定模 :定模是壓鑄模的主要組成部分, 定模和壓鑄機的壓射部分相連,,并固定在壓機壓射部分和澆注系統(tǒng)相通,是壓鑄件型腔的重要組成部分,。主要由定模鑲塊,、定模套板、導柱,、鍥緊塊,、斜導柱、澆口套,、定模抽芯機構等部分組成,。
2)動模 : 動模是壓鑄模的另一個重要組成部分, 動模是和定模形成壓鑄模成型部分的另一個整體,它一般固定在壓鑄機中板上,,隨中板作并合運動,,與定模部分分開合攏。一般抽芯機構和頂出機構大多在這個部 分,。
3)抽芯機構:作用: 抽動與開模方向運動不一致成型零件的活動型芯機構,。抽芯機構主要包括:斜導柱、側面型芯,、滑塊,、導 滑槽、限位塊,、螺桿、彈簧,、螺母,、螺釘等部分組成
4)斜銷:作用: 在開模過程中,強制滑塊運動,抽出芯型。有內抽芯和外抽芯兩種,,其斷面形狀多采用扁圓形,,防止抽芯時拉傷滑塊,據模具結構不同有延時抽芯。主要參數: 斜角α的大小和抽芯力大小,、抽芯行程長短,、承受彎曲力大小有關。斜角α的數值一般?。?0°,、15°18°、20°,、25°,。斜銷直徑取決型芯包緊力的大小,P=Alp(Ucosa –sina) p代表比壓 ZN 80 AL 100—120CU 120—160 kg/cm2 u合金對型芯的磨擦系數 0.2—0.25斜銷長度 = 固定部分 + 工作段尺寸 + (5~10) cm材料: T8A、T10A,、
熱處理: HRC(50~55)
5)導滑槽: 作用: 限定滑塊運動軌跡的組件,。材料: T8A、T10A,、40cr ,。 熱處理: HRC 42~47
6) 滑塊: 作用: 連結型芯和斜銷配合作抽芯運動的組件,和斜銷配合共同完 成抽芯動作。 參數: 滑塊的高度B ,,寬度C按型芯尺寸決定,,.滑塊的長度A與B, C有關,為使滑塊工作時穩(wěn)定要求A≥0.7C A≥B材料: T8A,、T10A,、H13 熱處理: HRC 42~47
7)限位塊:作用: 滑塊抽出后要求穩(wěn)固保持在一定位置上,以便于再次合模時斜銷準確插入滑塊斜孔,使滑塊準確復位.抽撥總距離 = 抽芯距離 + 安全值
8)彈簧,、螺桿,、螺母: 滑塊運動后依靠彈簧張力使滑塊緊貼在限位塊的側面.
主要參數: 彈簧張力>滑塊的身重 , 確保滑塊定位準確.
9) 楔緊塊:作用:承受反壓力,,防止滑塊在壓射過程中后退,。參數:楔緊斜度角 = 斜銷角度 + 3°~5°緊固形式: 定位螺釘緊固. 材料: T10A 熱處理: HRC40~50
10) 液壓抽芯機構: 主要由液壓缸行程控制開關、側面型芯,、液壓 抽芯器等部分組成,。
11) 動模套板: 作用:起固定支撐定模鑲塊作用,定模套板受拉伸,、彎曲,、壓縮三種應力。因此,此板尺寸和模具質量,剛性關系密切,,應充分重視,。材料:45# A3
12) 型芯:作用:用來形成鋳件在開模方向或不在開模方向孔或凹位,形狀和尺寸按產品要求,。材料:用H13 3Cr2w8v 熱處理: HRC43~47
13) 定模座板:作用:一端面緊固在壓鑄機頭板上,,使模具壓緊定位,,另一端面和模體結合承受機器壓力,二個端面要求有足夠受壓面積,,壓鑄機射咀和壓室安裝 孔要求配和準,。 材料:45# A3
14) 定模鑲塊、動模鑲塊,、型芯:此為成形壓鑄件尺寸零件,,其型腔尺寸確定:由鑄件尺寸 + 相應鑄件收縮,各種合金收縮率分別為AL:0.3~~0.7、Zn:0.3~0.6,、 Mg:0.4~0.8 CU:0.5~1.0(%)鑲塊的壁厚尺寸確定:據鑄件形狀和尺寸大小來確定,。材料:H13、4Cr5MoV1Si,、3Cr2W8V,、8407、SKD61 熱處理: HRC43~47
15) 澆口套 冷卻水套:作用:澆口套構成直澆道,,保證壓射沖頭動作順暢,,確保金屬液壓力傳遞和填充平穩(wěn),澆口套的直徑據鑄件所需比壓和鑄件的重量選定,。要求內側面表面光度高,。對于冷室壓鑄機模具的制作精度求更高,影響錘頭壽命,。 澆口套材料: H13,、、3Cr2W8V,、冷卻水套材料 :45 # 熱處理 : HRC43~47
16) 導柱和導套: 作用: 起導向作用,保證動,、定模在安裝和合模時的正確位置,導柱和導套應有足夠的剛性和耐磨性,要求配合間隙合理,模具較大時應開設儲油槽,,防止冷焊,。導柱直徑:D=K√F .(F:模具分型表面積 K:系數0.07~0.09) 導柱高度:為確保合模時安全,導柱高度應大于高型芯高度. 材料:T8A 熱處理: HRC50~55.
17) 推桿: 作用:和其它頂出組件配合頂出鑄 件.推桿布置應使鑄件各部位受頂壓力均衡,據鑄件形狀和要求不同,,頂桿有不同種類,。控制頂針的數量,。材料: H13,、 SKD61
18) 推板、固定板: 推板:推板承受壓鑄機頂出桿作用力,沿導柱運動,。應具有一定的強度,。固定板:固定頂桿復位桿等零件沿導柱運動。頂桿臺沉孔等高,。 材料:45#。
19) 支腳:端面緊固在壓鑄機墻板上,另一端和模體結合承受機器鎖模力,并承受頂出鑄件時的頂出反力。緊固形式必須可靠,,其高度尺寸要滿足完成頂出鑄件動作,。調節(jié)模具的厚度。材料:45#,。
20) 分流錐: 調整直澆道的截面積,,改變金屬液流向,減少金屬液消耗量,。內部設有冷卻系統(tǒng),。材料:H13、SKD61,。熱處理: HRC43~47
21) 墊塊:對模具起支承作用,,提高后模剛性,減少生產時由機器沖擊波而引的模具瞬間變形制作材料為普通鑄鐵或45#鋼,。位置和尺寸的控制是關鍵






