






| 類型 | 標(biāo)準(zhǔn)料 |
|---|---|
| 牌號 | 530HTEJK503 |
| 銷售方式 | 品牌經(jīng)銷 |
| 用途級別 | 通用級 |
| 廠家(產(chǎn)地) | 美國杜邦 |
| 加工級別 | 注塑級,擠出級 |
| 特性級別 | 標(biāo)準(zhǔn)級 |
**供應(yīng)】PET/美國杜邦/530HTEJK503 通用級PET 塑膠原料產(chǎn)品信息聚對苯二甲酸乙二醇酯是熱塑性聚酯中**的品種,英文名為Polythylene terephthalate 簡稱PET或PEIT(以下或稱為PET),,俗稱滌綸樹脂
①有良好的力學(xué)性能,,沖擊強(qiáng)度是其他薄膜的3~5倍,耐折性好,。
②耐油,、耐脂肪、耐稀酸,、稀堿,,耐大多數(shù)溶劑。
③具有優(yōu)良的耐高,、低溫性能,,可在120℃溫度范圍內(nèi)長期使用,短期使用可耐150℃高溫,,可耐-70℃低溫,,且高、低溫時(shí)對其機(jī)械性能影響很小,。
④氣體和水蒸氣滲透率低,,即擁有優(yōu)良的阻氣、水,、油及異味性能,。
⑤透明度高,可阻擋紫外線,,光澤性好,。
⑥無毒、無味,衛(wèi)生安全性好,,可直接用于食品包裝
粒子圖
成型注意事項(xiàng)
干燥處理:這種材料在高溫下很容易水解,,因此加工前的干燥處理是很重要的。建議在空氣中的干燥條件為120℃,,6~8小時(shí),,或者150℃,2~4小時(shí),。濕度必須小于0.03%,。使用除濕干燥機(jī)必須下列條件:
1. 將空氣加熱到160-175 ℃×5~7hr。
2. 除濕干燥機(jī)露點(diǎn)低于-40℃以下,。
3. 良好的空氣循環(huán)以預(yù)熱到塑料粒和帶走水蒸氣,。
4. 干燥時(shí)間約5小時(shí)且干燥后的含水量必須低于0.005%(50ppm)。
5. 干燥后的空氣流量維持在1ft³/?6?1b/min.或3~3.7M3/kg/hr,。
熔化溫度:225~275℃,,建議溫度:250℃ 。
模具溫度:對于未增強(qiáng)型的材料為40~60℃,。要很好地設(shè)計(jì)模具的冷卻腔道以減小塑件的彎曲,。熱量的散失一定要快而均勻。建議模具冷卻腔道的直徑為12mm,。
注射壓力:中等(**大到1500bar),。
注射速度:應(yīng)使用盡可能快的注射速度(因?yàn)镻BT的凝固很快)。
流道和澆口:建議使用圓形流道以增加壓力的傳遞(經(jīng)驗(yàn)公式:流道直徑=塑件厚度+1.5mm),。可以使用各種型式的澆口,。也可以使用熱流道,,但要注意防止材料的滲漏和降解。澆口直徑應(yīng)該在0.8~1.0*t之間,,這里 t是塑件厚度,。如果是潛入式澆口,建議**小直徑為0.75mm
PET的應(yīng)用
PET主要用于纖維,,少量用于薄膜和工程塑料,。
PET纖維主要用于紡織工業(yè)。
PET薄膜主要用于電器絕緣材料,,如電容器,、電纜絕緣、印刷電路布線基材,,電極槽絕緣等,。
PET薄膜的另一個(gè)應(yīng)用領(lǐng)域是片基和基帶,如電影膠片,、X光片,、錄音磁帶,、電子計(jì)算機(jī)磁帶等。
PET薄膜也應(yīng)用于真空渡鋁制成金屬化薄膜,,如金銀線,、微型電容器薄膜等。
PET的另一個(gè)用途**是吹塑制品,,用于包裝的聚酯拉伸瓶,。玻璃纖維增強(qiáng)PET適用于電子電氣和汽車行業(yè),用于各種線圈骨架,、變壓器,、電視機(jī)、錄音機(jī)零部件和外殼,、汽車燈座,、燈罩、白熱燈座,、繼電器,、硒整流器.
PET成型用途
PET除纖維之外主要用于薄膜和片材、瓶類及工程塑料三大類,。
(1)薄膜和片材 主要用于包裝材料,,如食品、藥品及無毒無菌的衛(wèi)生包裝,;紡織品,、精密儀器、電子元件的**包裝,;錄音帶,、錄像帶、照相底片,、電影膠片,、磁盤、光盤,、及磁卡等基材,;電容器膜、柔性印刷電路板及薄膜開關(guān)等,。
(2)瓶類 PET瓶透明度高,、阻隔性好,可用于保鮮包裝材料,。如啤酒,、白酒、碳酸飲料、食用油,、食品,、調(diào)味品、藥品,、化妝品及保健食品等,。;
(3)工程塑料 PET的增強(qiáng)改性品種主要用于如下幾個(gè)方面:
電子電器 連接器、線圈繞線管,、集成電路外殼,、電容器外殼、變壓器外殼,、電視機(jī)配件,、調(diào)諧器、開關(guān),、計(jì)時(shí)器外殼及繼電器等,。
汽車配件 配電盤罩、閥門,、排氣零件,、分電器蓋及小型電動機(jī)殼體等。
機(jī)械零件 齒輪,、凸輪,、泵殼體、皮帶輪,、電動機(jī)架框及鐘表零件等,。
PET的成型加工可以注塑、擠出,、吸塑,、高周波熔接、吹塑,、涂覆、粘接,、機(jī)加工,、電鍍、電鍍,、真空鍍金屬,、印刷。
PET成型加工
1.成型特性
PET分子結(jié)構(gòu)的對稱性很規(guī)則,,在玻璃化溫度以上容易結(jié)晶,。其分子結(jié)構(gòu)中帶有苯環(huán),分子間的引力較小,有較高的玻璃化溫度(80℃)和熔點(diǎn)(260℃),。
熔融PET在280℃時(shí)的粘度為250Pa·s,,熔融體通過快速冷卻可得到密度為1.33g/cm3的玻璃態(tài),具有良好的成膜性,。無定形膜經(jīng)過單向或雙向拉伸后可以獲得堅(jiān)韌的性能,。在高于成型溫度的情況下,其縱向收縮率可高達(dá)50%,,被稱為熱收縮PET薄膜,;經(jīng)過熱穩(wěn)定性或結(jié)晶化處理后,加熱時(shí)的殘留收縮率低得多(105℃時(shí)僅為l%),;而在低應(yīng)力下,,加熱到使用溫度以上進(jìn)行熱穩(wěn)定性處理后,其殘留收縮率更?。∣.1%),。因此,選擇不同的處理?xiàng)l件可得到不同性能的PET薄膜,。
成型聚酯瓶所用的PET樹脂,,分子量一般在2.6萬~3.0萬,特性粘度在0.73~0.90的范圍內(nèi),。按成型方法的不同,,所選用的PET樹脂的熔融粘度也有所不同:如采用兩步法雙軸拉伸成型,可選用低粘度的PET樹脂,;如采用注射吹塑成型,,則選用中粘度PET樹脂;而一步法直接吹塑成型,,則選用高粘度PET樹脂,。表2-6-26列舉了不同分子量PET樹脂的熔體粘度和特性粘度。
玻璃纖維增強(qiáng)PET在達(dá)到熔點(diǎn)后粘度即會迅速降低,,具有良好的流動性(圖2 6 -6-49),。在成型時(shí),由于玻璃纖維在熔體流動方向上的取向,,會引起收縮率的各向異性,,產(chǎn)生翹曲現(xiàn)象:在流動方向上的收縮率小,在垂直方向上的收縮率大,。玻璃纖維增強(qiáng)PET的成型收縮率還與模其溫度及制品厚度有關(guān),。通常,模其溫度低及制品厚度小時(shí),,成型收縮率??;反之亦然。圖2-6-50示出了玻璃纖維增強(qiáng)PET的成型收縮率與模具溫度的關(guān)系,。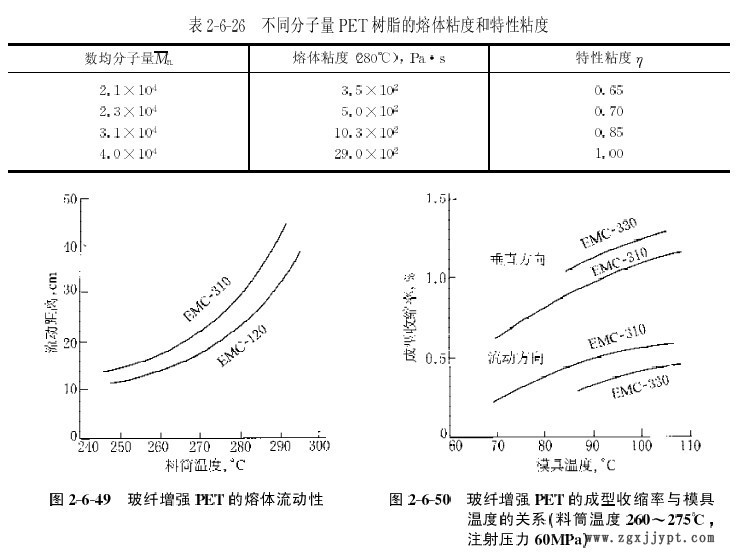
2.雙軸拉伸成型
PET薄膜目前主要采用雙軸拉伸成型方法,,這主要是因?yàn)楸仨殞ζ滏湢罘肿舆M(jìn)行縱橫兩個(gè)方向的定向處理的緣故。
PET薄膜雙軸拉伸成型設(shè)備主要由擠出機(jī),、拉伸輥筒,、牽引機(jī)和卷取裝置等組成。PET粒料經(jīng)干燥后在擠出機(jī)中加熱熔融,,擠出成型為PET薄片,,然后在高于玻璃化溫度的條件下,先進(jìn)行縱向拉伸,,再將部分結(jié)晶的薄膜送入橫向拉伸區(qū)進(jìn)行橫向拉伸,。為了減少薄膜的尺寸松弛傾向及熱收縮,必須對薄膜進(jìn)行熱定型,,熱定型溫度為l50~230℃,。為進(jìn)一步降低熱收縮率,薄膜經(jīng)熱定型后,,還需在稍低于熱定型溫度及外力很小的情況下進(jìn)行熱松弛處理,,**經(jīng)冷卻收卷得到成品。圖2-6-51為PET薄膜雙軸拉伸生產(chǎn)工藝的示意圖,。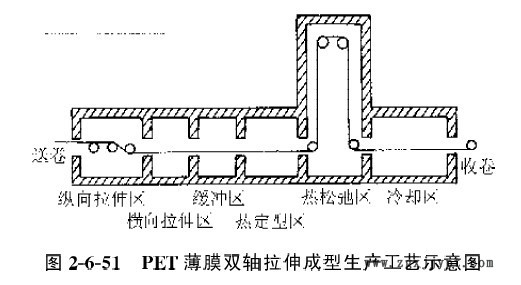
PET薄膜的強(qiáng)度主要取決于分子的定向度,,而定向度則取決于成型時(shí)的拉伸溫度、拉伸比,、拉伸速率和冷卻速率等,。在一定的范圍內(nèi),降低拉伸溫度,,增加拉伸比,,提高拉伸速率及冷卻速率,都能增加薄膜的定向度,。如果采用低溫快速拉伸工藝,,薄膜的性能可得到進(jìn)一步的提高。同前,,拉伸溫度一般為85~90℃,,拉伸速率(每分鐘的拉伸倍數(shù))應(yīng)大于400%,通??刂圃?000%~l500%的范圍內(nèi)。拉伸倍數(shù)縱向和橫向應(yīng)盡可能一致,,一般為2.5~3.0倍左右,。冷卻速率為70℃/min,。
3.吹塑成型
吹塑成型法主要用于聚酯瓶的生產(chǎn),通常先制成型坯,,然后與薄膜一樣進(jìn)行雙軸定向拉伸,,使其從無定形變?yōu)榻Y(jié)晶定向的中空容器。它又可分為兩步法和一步法兩種,。
1)兩步法 兩步法又稱冷型坯法,,它是先用注射機(jī)將PET制成型坯,然后在吹塑成型機(jī)上雙軸拉伸吹塑制成中空容器,。一般選用分子量較低的PET樹脂,。表2-6-27示出了兩步法成型工藝條件。表2-6-28為兩步法成型的聚酯瓶性能,。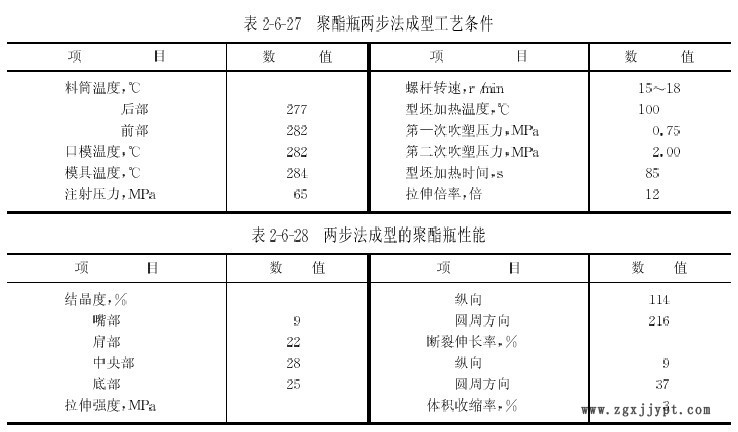
2)一步法 一步法又稱熱型坯法,,從加入PET樹脂到**制成聚酯瓶的整個(gè)工序在一個(gè)設(shè)備上完成,一模成型瓶子數(shù)量**多可達(dá)20個(gè)**大容量為20L,。一般選用中,、高分子量的PET樹冊。
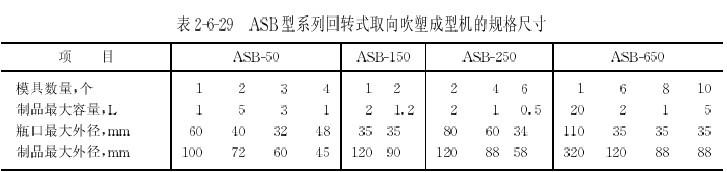
一步法不僅把加工型坯工藝和拉伸吹塑成型工藝連成一體,,而且耗能小,,產(chǎn)品性能優(yōu)良。因?yàn)樗梢?*大限度地利用型坯的內(nèi)熱效應(yīng),,使型坯不會出現(xiàn)內(nèi)外溫差,,從而大大減少拉伸波動。而冷型坯法在對冷型坯重新加熱后,,容易出現(xiàn)結(jié)晶和使表面變白,。一步法采用的典型設(shè)備為ASB型回轉(zhuǎn)式取向吹塑成型機(jī),其規(guī)格尺寸見表2-6-29所示,。
4.注射成型
注射成型法主要用于增強(qiáng)PET的成型,。通常采用螺桿式注射機(jī)。螺桿一般均需進(jìn)行硬化處理,,以免在長期使用后發(fā)生磨損,。注射機(jī)噴嘴孔的長度應(yīng)盡可能短,其直徑應(yīng)控制在3mm左右,。玻璃纖維增強(qiáng)PET的熔點(diǎn)高達(dá)260℃,,為防止噴嘴上堵塞,應(yīng)安裝功率較大的加熱器,。
增強(qiáng)PET在注射成型時(shí),,如果含水量超過0.3%,加熱熔融時(shí)將發(fā)生分解,,引起制品性能的下降,。因此,,增強(qiáng)PET物料在成型前必須進(jìn)行預(yù)干燥。通常在130℃溫度下經(jīng)過5h或主50℃溫度下經(jīng)過4h干燥后,,含水量即可下降到0.03%以下,。
表2-6-30示出了Du Pont公司玻璃纖維增強(qiáng)PET的注射成型工藝條件。
玻璃纖維增強(qiáng)PET在注射成型時(shí),,料筒溫度應(yīng)嚴(yán)格控制在300℃以下,,當(dāng)溫度高于304℃時(shí),將會引起樹脂的熱分解,。此外,,為避免樹脂的熱分解,停留時(shí)間應(yīng)盡可能短一些,。
由于玻璃纖維增強(qiáng)PET在其熔點(diǎn)以上的溫度下具有良好的流動性,,因而可在較低的注射壓月下成型,一般為其它玻璃纖維增強(qiáng)塑料注射壓力的1/2左右,。
模具溫度的準(zhǔn)確控制是保讓玻璃纖維增強(qiáng)PET制品質(zhì)量的重要因素,。表而光澤要求高的外裝零件制品,成型時(shí)的模具溫度為100~120℃,;而當(dāng)模具溫度在50~65℃時(shí),,可制得翹曲變形極小的制品,但因結(jié)晶速度太慢,,必須加入合適的結(jié)晶促進(jìn)劑,。當(dāng)模具溫度為65~85℃時(shí),由于表面光澤差,,脫模性也差,,因此一般不予采用。

