


- 供貨總量 : 不限
- 價(jià)格說明 : 議定
- 包裝說明 : 不限
- 物流說明 : 貨運(yùn)及物流
- 交貨說明 : 按訂單
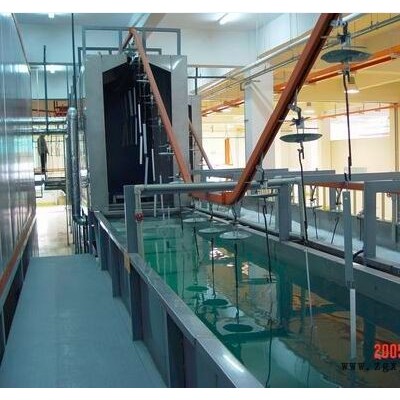
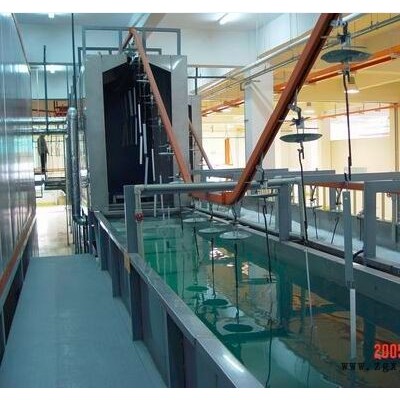
電泳設(shè)備涂裝工藝流程
電泳設(shè)備涂裝的工藝過程與其它涂裝過程相似,,電泳生產(chǎn)線項(xiàng)目,,包括金屬底材前處理,,河南電泳生產(chǎn)線,電沉積漆膜,,電泳生產(chǎn)線安裝,,供干固化三個(gè)主要過程。否則會(huì)構(gòu)成電泳漆干結(jié)在陽(yáng)極膜上和陽(yáng)極膜干透,,干結(jié)的電泳漆將增大電阻,,而且陽(yáng)極膜一經(jīng)干透將耐久失掉半透膜的浸透功用。其中,,金屬涂裝前處理包含有較多工序,,如脫脂、除銹,、中和,、表面光飾、磷化及鈍化等項(xiàng),,若加上工序間的冷水,、熱水或去離子水等沖洗環(huán)節(jié),工序可達(dá)10-20道,。在實(shí)際工作中還要根據(jù)被涂物材質(zhì)和表面狀態(tài)以及產(chǎn)品要求,,選擇適當(dāng)?shù)墓に嚵鞒獭?/p>
脫脂這一過程也叫除油,主要目的是去除金屬表面的油污,,這一步是整個(gè)表面處理的基礎(chǔ).
除銹,,如果零件表面有銹或氧化層時(shí),,就豁要采用酸洗的方法去除銹層。根據(jù)不同的銹蝕程度,,采用不同濃度的硫酸,、鹽酸和磷酸等去掉金屬表面的銹跡和氧化層。
中和,,零件經(jīng)過酸洗除銹后,,其表面多少總會(huì)殘留有酸洗液及一些反應(yīng)產(chǎn)物,不可能在其后的水洗過程中完全去凈,。所以,,在酸洗除銹工序后,還要在弱堿溶液中清洗,,以中和殘酸,。
磷化的作用是在鋼鐵表面生成一層非金屬的、不導(dǎo)電的多孔磷酸鹽結(jié)晶薄膜,,提高涂層的結(jié)合力和金屬的抗蝕性,。 去離子水洗 為了防止前處理的各種雜質(zhì)離子由工件帶入電泳楷,使榴液遭到破壞,,必須使工件在進(jìn)入電泳槽之前,,用去離子水或蒸餾水洗凈.
電泳設(shè)備工藝流程: 加藥系統(tǒng)→預(yù)處理系統(tǒng)→反滲透系統(tǒng)→EDI系統(tǒng)→供水系統(tǒng)
電泳設(shè)備工藝說明:預(yù)處理系統(tǒng)由原水箱、原水泵,、機(jī)械過濾器、活性碳過濾器,、軟化器,、保安過濾器或原水箱、原水泵,、機(jī)械過濾器,、保安過濾器、超濾組成,;
反滲透系統(tǒng)由高壓泵,、反滲透膜組件及膜殼組成,分為一級(jí)和二級(jí),;EDI系統(tǒng)由中間水箱,、淡水泵、濃水泵,、EDI膜塊,、直流電源組成;
加藥系統(tǒng)由ST絮凝劑或阻垢劑,、PH調(diào)節(jié)劑組成,;供水系統(tǒng)由純水箱,、供水泵組成。
電泳設(shè)備的分類:
電極和極液循環(huán)系統(tǒng)除去電泳產(chǎn)生的剩余中和酸(HAc),,保持中和濃度穩(wěn)定,,達(dá)到電泳涂裝和維持槽內(nèi)酸濃度的目的。電極有隔膜電極和裸電極兩種,,電泳生產(chǎn)線的產(chǎn)量,,電極用耐酸不銹鋼(SUS316等)。
直流電泳電源產(chǎn)生直流的整流器供電泳涂裝電流,。陰極電泳場(chǎng)合車身作為(-1)極,,通過絕緣的匯流排和掛架側(cè)的導(dǎo)線通電在連續(xù)式生產(chǎn)場(chǎng)合,需大容量的電源,。
電泳生產(chǎn)線項(xiàng)目-天之助涂裝(在線咨詢)-河南電泳生產(chǎn)線由河南天之助涂裝機(jī)械設(shè)備有限公司提供,。攪拌裝置可使工作漆液保持均勻一致,多采用循環(huán)泵,,漆液的循環(huán)一般每小時(shí)4~6次,,當(dāng)循環(huán)泵開動(dòng)時(shí),槽內(nèi)漆液液面應(yīng)均勻翻動(dòng),。河南天之助涂裝機(jī)械設(shè)備有限公司是河南 鄭州 ,噴涂設(shè)備的見證者,,多年來,公司貫徹執(zhí)行科學(xué)管理,、創(chuàng)新發(fā)展,、誠(chéng)實(shí)守信的方針,滿足客戶需求,。在天之助涂裝領(lǐng)導(dǎo)攜全體員工熱情歡迎各界人士垂詢洽談,,共創(chuàng)天之助涂裝更加美好的未來。同時(shí)本公司還是從事鄭州電泳設(shè)備,,河南電泳設(shè)備,,全自動(dòng)電泳設(shè)備的廠家,歡迎來電咨詢,。
