





產(chǎn)品信息
產(chǎn)品名稱:PVA/PVOH水溶性顆粒塑料/美國陶氏/1150
顏色:透明
簡介:
熱塑性聚乙烯醇(PVA/PVOH)水溶注塑級 擠出級 吹膜級樹脂
產(chǎn)品說明書
聚乙烯醇具有優(yōu)異的生物降解特性,在自然條件下可完全降解為水和二氧化碳,。本產(chǎn)品為注塑級熱塑性水溶樹脂,,干后粘結(jié)力強,可完全適用于現(xiàn)有通用注塑機械,。主要特性
·產(chǎn)品特點:
1.具有優(yōu)異的冷水溶解性,;
2.適用通用注塑機械;
3.優(yōu)異的機械強度,、耐油性及耐酸堿腐蝕性,;
4.可完全生物降解,安全無毒,,環(huán)保無害,,通過SGS的EN71,REACH檢測,,廣泛用于環(huán)保領(lǐng)域,;
5.無靜電吸塵現(xiàn)象
6.與各種顏料、無機填料等有良好的相容性主要應(yīng)用
3D打印耗材 注塑 薄膜級PVA顆粒
(1)熱穩(wěn)定性,該產(chǎn)品受熱軟化,,加熱至130~140℃時,,其性質(zhì)幾乎不發(fā)生變化,唯色澤變黃,。在160℃下長時間加熱,,顏色變深;在200℃以上時,,分子內(nèi)脫水,;接近300℃時,完全分解,。
(2)機械性能,,能形成非常強韌、耐撕裂的膜,,膜的耐磨性很好,,拉伸強度比一般的塑料要高;
(3)耐油性,,耐酸堿性,;
(4)生物降解性,,是一種可降解的材料;
(5)衛(wèi)生性,,安全無毒,,完全符合環(huán)保要求。
熱塑性,、加工性:
本公司改性料系列,在保持其以上描述的本身性能優(yōu)點基礎(chǔ)上,,以專有創(chuàng)新技術(shù)使其具有熱塑加工性能,,目前已開發(fā)出了可批量化生產(chǎn)的品種HS-S系列產(chǎn)品??刹捎脽崴芊绞街苽涓鞣N型材,。
其中用于注塑產(chǎn)品的注塑工藝條件是:
溫度:進料段溫度100,料筒溫度160-160-165,,噴嘴溫度130℃,, 模具溫度常溫 注射壓力:50Mpa
注射速度:35mm/s
保壓壓力:40Mpa
保壓速度:30mm/s
冷卻時間:35s
背壓:10Mpa
注:注塑工藝要根據(jù)注塑機調(diào)整,上述工藝條件僅供參考,。
熱塑條件為:(常溫):
采用三段式加熱的單螺桿擠出機,,一區(qū)(進料段)溫度一般設(shè)定為低于熔融溫度15℃左右,二區(qū),、三區(qū)(熔融段)溫度為170~175℃,,模口溫度145~150℃,,??诳p隙小于1.0mm,單螺桿轉(zhuǎn)速10~20rpm,。
注:先將溫度設(shè)定至溫度的上限,然后觀察氣泡狀況,適當調(diào)低熔融溫度,這樣可保證完全塑化又沒有氣泡,。
熱塑條件為:(高溫)
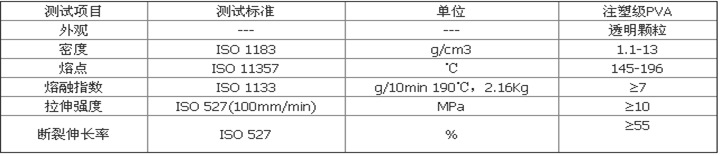
采用三段式加熱的單螺桿擠出機,一區(qū)(進料段)溫度熔融溫度165℃左右,,二區(qū),、三區(qū)(熔融段)溫度為170~180℃,??跍囟仍?40~155℃之間,,模口縫隙小于1.0mm,,單螺桿轉(zhuǎn)速10~20rpm,。檢測物性表
可注塑,擠出,,吹膜,。
法國魯昂大學Sreekumar等研究了劍麻纖維對熱塑性小麥粉的影響,發(fā)現(xiàn)劍麻纖維可以增強熱塑性PVA粉的拉伸性能,但是其流動性會下降,。
加工方法
注塑工藝 料筒溫度:為170-190度 ,。噴嘴溫度:140度,模具溫度:40度,,注塑壓力:50-170Mpa


